Introduction
In the world of plastic manufacturing, speed and precision are everything. Automatic injection molding has transformed how products are made—from the tiny components inside your smartphone to the bumpers on your car.
This technology delivers consistent quality at high volumes. It replaces manual intervention with automated sequences, reducing errors and increasing output. A mid-sized automotive plant can produce thousands of bumpers per day. A consumer goods manufacturer can turn out millions of cutlery pieces per month.
This guide explores how automatic injection molding works, its key components, and how it serves industries from automotive to medical.
How Does Automatic Injection Molding Work?
The Basic Process
Plastic Granule Melting
Plastic granules—PE, PP, ABS, or other thermoplastics—enter the hopper. They move into the heated barrel. A rotating screw applies heat and pressure. Electric heaters around the barrel raise the temperature to the material’s melting point.
- PE melts at 110°C to 130°C
- ABS melts at 200°C to 240°C
The granules gradually melt into a viscous, molten state.
Injection into the Mold Cavity
The screw moves forward, forcing molten plastic through the nozzle into the closed mold cavity. Injection pressure ranges from 50 to 200 MPa , depending on mold complexity and material. High pressure ensures every detail of the cavity fills completely.
A small plastic gear with fine teeth needs this pressure to form sharp edges and accurate dimensions.
Cooling and Curing
Coolant—usually water—circulates through channels in the mold. Heat transfers from the plastic to the coolant. The plastic solidifies, taking the cavity shape.
Cooling time varies:
- Thin-walled cup: 5 to 10 seconds
- Thick-walled automotive component: 30 seconds or more
Demolding
The mold opens. Ejector pins push the finished product out. For complex shapes with undercuts, sliders or lifters may assist ejection.
What Are the Key Components?
Injection System
The injection system melts plastic and injects it into the mold.
| Component | Function |
|---|---|
| Hopper | Stores plastic granules, feeds them into the barrel |
| Heated barrel | Melts plastic using heat and screw action |
| Screw injector | Melts, mixes, and injects plastic; rotates for mixing, moves forward for injection |
| Nozzle | Final point where molten plastic enters the mold; ensures smooth, controlled flow |
Mold Closing System
The mold closing system clamps the mold during injection and cooling, then opens for ejection.
| Component | Function |
|---|---|
| Stationary platen | Holds one half of the mold in place |
| Moving platen | Moves toward and away from stationary platen |
| Clamping mechanism | Applies clamping force to keep mold closed during injection; can be hydraulic, mechanical, or combined |
A medium-sized machine may have clamping force of 1000 to 2000 kN .
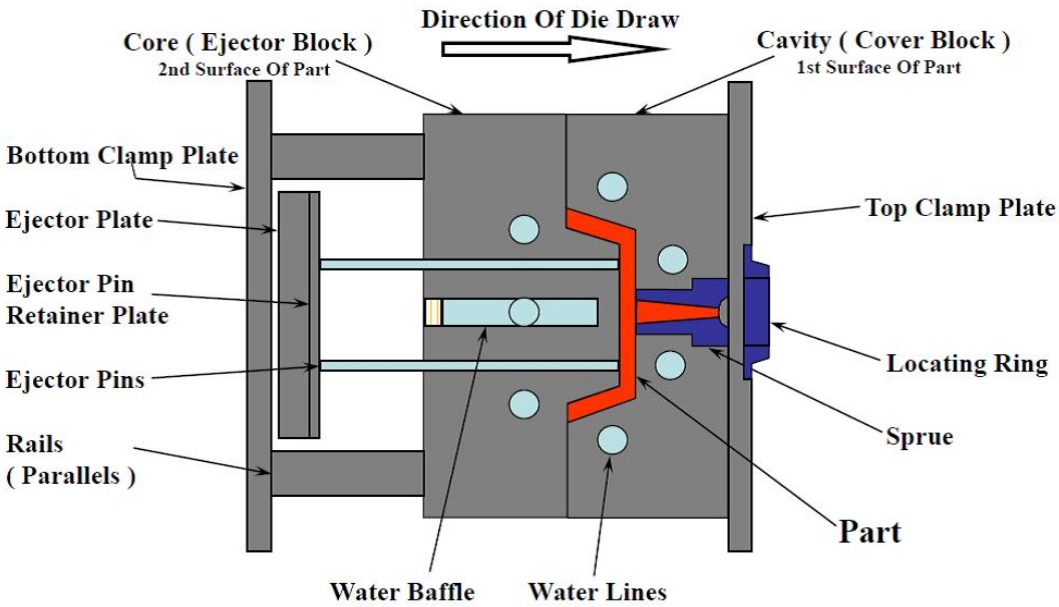
Mold
The mold determines the final product shape. It consists of two halves:
- Cavity half: Forms the external shape
- Core half: Forms internal features
When closed, they create the mold cavity.
Molds can be:
- Single-cavity: One product per cycle
- Multi-cavity: Multiple identical products per cycle (e.g., 100+ button molds)
Molds are typically high-quality steel or aluminum alloys to withstand high pressures and temperatures.
What Are the Applications?
Automotive Industry
Automatic injection molding produces both exterior and interior components.
Exterior components:
| Component | Material | Key Requirement |
|---|---|---|
| Bumpers | PP with impact additives | Precise shape for body fit, impact protection |
| Body panels | Fiberglass-reinforced plastics | Smooth finish, accurate dimensions, strength-to-weight balance |
Interior components:
| Component | Material | Key Requirement |
|---|---|---|
| Dashboards | ABS or PC/ABS blends | Durability, heat resistance, aesthetics |
| Seat components | HDPE | Strength, cost-effectiveness, passenger support |
Consumer Goods Sector
Automatic injection molding produces high-volume consumer products.
Daily necessities:
- Plastic tableware (forks, spoons, knives) from PP—low cost, non-toxic, dishwasher-safe
- Storage containers, soap dispensers, shower heads—complex shapes, precise tolerances for functionality
Electronic product casings:
- Phone cases from TPU (shock-absorbing) or PC (strength, scratch resistance)
- Computer cases from ABS or ASA—sturdy, lightweight, with precise cutouts for ports and buttons
Medical Field
Medical applications demand precision, biocompatibility, and sterility.
Medical equipment components:
- Syringe barrels from clear, biocompatible PP—smooth inner surface, consistent wall thickness
- Surgical instrument handles from materials that withstand ethylene oxide sterilization or autoclaving
Disposable medical devices:
- Medical trays for operating rooms—sterile, non-toxic, high-volume production ensures constant supply
- Short-term implants like catheters—biocompatible, precise dimensions for proper function
What Are the Benefits of Automation?
Consistency and Precision
Automated processes eliminate human variability. Each cycle repeats exactly. Parts meet tight tolerances consistently.
A smartphone component requires dimensions accurate to a fraction of a millimeter. Automation delivers that precision cycle after cycle.
High-Volume Production
Automated machines run continuously. Production rates are predictable and high. A multi-cavity mold with 100 cavities produces 100 parts per cycle. With a 30-second cycle time, that is 12,000 parts per hour.
Reduced Labor Costs
Manual intervention is limited to setup, monitoring, and maintenance. One operator can manage multiple machines. Labor cost per part drops significantly.
Improved Safety
Operators are removed from high-temperature, high-pressure areas. Automated part handling reduces injury risk from mold closing or hot part ejection.
What Does a Real-World Example Look Like?
A consumer goods manufacturer needed to produce 5 million plastic cutlery sets per month. Each set included a fork, spoon, and knife. The parts had to be uniform, smooth, and dishwasher-safe.
The solution was a fully automated injection molding line with multi-cavity molds—each mold had 64 cavities. Robots removed parts from the molds and placed them on conveyors. Automated vision systems inspected each part for defects.
The line ran 24 hours a day, seven days a week. Scrap rate was under 1%. The manufacturer met production targets with minimal labor cost. The same line now produces other products with mold changes.
Conclusion
Automatic injection molding streamlines plastic processing through precise control, high-volume capability, and reduced manual intervention. The process—melting, injection, cooling, ejection—runs in a continuous, automated cycle.
Key components—injection system, mold closing system, and mold—work together to produce consistent parts. Applications span automotive, consumer goods, and medical industries.
Automation delivers consistency, high output, lower labor costs, and improved safety. For manufacturers needing high-quality plastic parts at scale, automatic injection molding is the proven solution.
FAQ
What types of plastics are suitable for automatic injection molding?
Polyethylene (PE) offers chemical resistance, low cost, and flexibility. HDPE is used for bottles, containers, and pipes. LDPE is used for bags and films.
Polypropylene (PP) offers excellent heat resistance, light weight, and chemical resistance. It is used in automotive components, household appliances, and food packaging.
ABS combines impact resistance, dimensional stability, and surface finish. It is widely used for electronic device housings—televisions, computers, game consoles—where complex shapes and aesthetics matter.
What is the typical cycle time for automatic injection molding?
Cycle time varies by part size and material. Small, thin-walled parts like cups may cycle in 5 to 10 seconds. Larger, thick-walled parts like automotive components may take 30 seconds or more. Cooling time dominates the cycle.
How does automatic injection molding ensure part consistency?
Automated machines repeat the same sequence with precision. Temperature, pressure, and timing are controlled within tight ranges. Multi-cavity molds produce identical parts in each cycle. Automated inspection systems detect defects early, preventing scrap.
What is the difference between single-cavity and multi-cavity molds?
Single-cavity molds produce one part per cycle. They are used for large parts or low volumes. Multi-cavity molds produce multiple identical parts per cycle—for example, 64 cavities for cutlery. Multi-cavity molds increase production efficiency for high-volume parts.
What clamping force is needed for injection molding?
Clamping force is calculated from projected part area and injection pressure. Larger parts with larger projected area need higher clamping force to prevent the mold from opening under injection pressure. A medium-sized machine may have clamping force of 1000 to 2000 kN.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology , we specialize in automatic injection molding for custom plastic and metal parts. Our equipment handles high-volume production with precision. Our engineers design molds optimized for your application—from automotive bumpers to medical components.
We offer end-to-end solutions: design consultation, mold flow analysis, production, and quality inspection. Fast turnaround times help you bring products to market quickly.
Contact Yigu Technology today to discuss your automatic injection molding project.