Introduction
The automotive industry has undergone a remarkable transformation. In the early days, cars were hand-built from metal, with production volumes measured in dozens per year. The assembly line introduced in 1913 by Henry Ford changed everything, enabling mass production and making cars accessible to the public.
But metal had limitations. Weight reduced fuel efficiency. Complex shapes were difficult to form. Corrosion required constant maintenance.
The mid-20th century brought plastic injection technology into automotive manufacturing. Today, 20% to 30% of a modern car's components are made from plastic. From dashboards to bumpers to engine components, plastic injection car parts have revolutionized how vehicles are designed, built, and driven.
This guide explores the types of plastic injection car parts, the manufacturing process, quality factors, and how this technology continues to shape the automotive industry.
What Types of Plastic Injection Car Parts Are Used?
Interior Components
Dashboards: Polypropylene (PP) or acrylonitrile butadiene styrene (ABS) are common materials. They offer cost-effectiveness, ease of molding into complex shapes, and decent heat resistance. Injection molding allows precise positioning of instruments—speedometers, tachometers, warning lights—creating a clean, organized layout.
Seats: Glass-fiber-reinforced polyamide seat frames reduce weight while maintaining structural integrity. Seat adjustment mechanisms—gears, levers—are injection-molded for precise dimensions, ensuring smooth, reliable operation.
Interior panels: Door panels integrate armrests, storage compartments, speaker mounts—all in one injection-molded piece, reducing assembly time and cost. Roof liners made from lightweight plastics provide insulation and fit the vehicle's curvature exactly.
Exterior Parts
Bumpers: High-impact plastics—PP or PP/elastomer blends—absorb energy in collisions. A minor fender-bender may deform and return to shape, reducing repair costs. Design flexibility enables aerodynamic shapes with integrated spoilers or air dams.
Car lamp housings: Polycarbonate (PC) offers high optical clarity for undistorted light transmission, impact resistance to protect lighting components, and heat resistance to withstand bulb temperatures.
Body trim strips: Injection-molded plastic trim strips enhance visual appeal. They precisely fit body contours, providing a seamless, finished look. Weather seals around doors and windows are also injection-molded, offering corrosion resistance that metal cannot match.
Mechanical and Engine-Related Parts
Intake manifolds: Nylon-based composites replace traditional metal. Benefits include:
| Benefit | Impact |
|---|---|
| Lightweight | Reduces overall engine weight, improving fuel efficiency |
| Smooth inner surfaces | Minimizes air resistance, improving combustion efficiency |
| Reduced turbulence | More consistent engine operation |
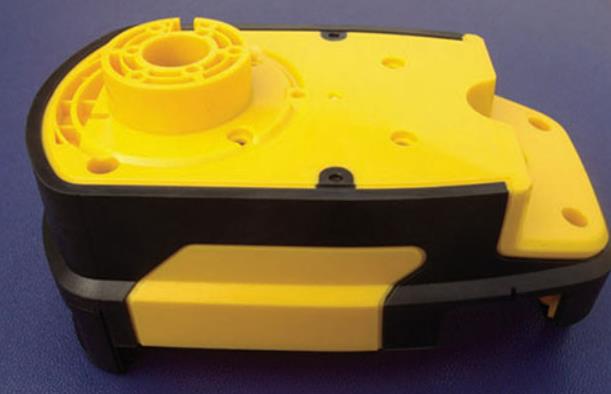
Engine covers: Injection-molded plastics protect engine components from dirt, debris, and moisture. They reduce engine noise, withstand high temperatures, and can be molded to fit various engine configurations with aesthetically pleasing finishes.
How Does the Plastic Injection Process Work?
Step 1: Material Preparation
Appropriate plastic resin is selected based on car part requirements. For exterior parts needing high impact resistance, PP or its blends are chosen.
Hygroscopic plastics—nylon—must be dried to remove moisture. Nylon is dried at 80°C to 100°C for several hours. Moisture causes bubbles and surface imperfections during injection.
Step 2: Melting
Dried pellets feed into the hopper and enter the heated barrel. A rotating screw pushes pellets forward. External heaters and frictional heat raise temperature to melting point:
| Material | Melting Range |
|---|---|
| Polyethylene (PE) | 110 – 130°C |
| Polycarbonate (PC) | 220 – 260°C |
Temperature is carefully controlled to achieve uniform, molten state with correct viscosity.
Step 3: Injection
The screw moves forward rapidly, injecting molten plastic under high pressure into the closed mold cavity. Injection pressure: 50 to 200 MPa .
- Simple interior components: lower pressure
- Large, complex exterior panels: higher pressure for complete filling
Step 4: Cooling and Solidification
Cooling channels—typically water-cooled—circulate coolant through the mold. Cooling time depends on part thickness and material:
| Part Type | Cooling Time |
|---|---|
| Thin interior trim | 5 – 10 seconds |
| Thick engine cover | 30 – 60 seconds |
Step 5: Ejection
The mold opens. Ejector pins push the part out. Parts may then undergo trimming, sanding, or painting.
What Key Factors Affect Part Quality?
Temperature
Melt temperature: Too low causes high viscosity, incomplete filling (short shots), and cold flow marks. ABS below 200°C may not flow into intricate mold features. Too high causes degradation—loss of mechanical properties, discoloration, gas evolution.
Mold temperature: Too low causes rapid cooling near mold walls, creating high-stress layers and potential warping or cracking. A large bumper with low mold temperature may have outer surface cooling too quickly while inner part remains hot, causing internal stress and deformation. Too high increases cycle time and may cause sticking.
Optimization: Calibrate heating zones regularly. Use a chiller to maintain stable mold temperature within ±2°C .
Pressure
Injection pressure: Insufficient causes incomplete filling. A car lamp housing with too low pressure may leave thin-walled areas unfilled. Excessive causes over-packing, high internal stress, flash (excess plastic), and possible mold damage.
Hold pressure: Applied after filling to compensate for shrinkage. Too low causes sink marks (surface depressions). Too high causes excessive stress and deformation.
Optimization: Use multi-stage injection pressure—lower pressure for initial fill, higher for thin areas. Set hold pressure based on material shrinkage characteristics. Highly crystalline plastics like PP require relatively high hold pressure.
Injection Speed
Fast speed: Causes turbulence, trapping air bubbles (voids) and creating prominent weld lines where two melt streams meet. A dashboard with multiple intersecting features may show highly visible weld lines affecting aesthetics and mechanical properties.
Slow speed: Plastic may start cooling before cavity fills, causing short shots—especially for large parts or long flow paths.
Optimization: Adjust based on part complexity and material flow characteristics. Thin walls need faster speeds to fill before cooling. Simple geometries with thick walls can use slower speeds to reduce turbulence. Simulation software helps determine optimal speed.
What Does a Real-World Example Look Like?
An automotive manufacturer needed to reduce vehicle weight while maintaining structural integrity of the intake manifold. Traditional metal manifolds were heavy and had rough internal surfaces that reduced airflow efficiency.
The solution was a glass-fiber-reinforced nylon intake manifold produced through injection molding:
- Material: Nylon 6/6 with 30% glass fiber reinforcement
- Process: Melt temperature 280°C, injection pressure 120 MPa, cooling time 45 seconds
- Result: 40% weight reduction compared to metal; smooth inner surfaces reduced air turbulence; engine performance improved by 5%
The part passed all durability tests—heat cycling, vibration, and pressure—and is now standard in the manufacturer's engine line.
Conclusion
Plastic injection car parts have revolutionized automotive manufacturing. They now account for 20% to 30% of a modern vehicle's components , spanning interior (dashboards, seats, panels), exterior (bumpers, lamp housings, trim), and mechanical/engine areas (intake manifolds, engine covers).
The injection molding process involves:
- Material preparation: Selecting and drying appropriate resin
- Melting: Controlled temperature (PE: 110–130°C, PC: 220–260°C)
- Injection: Pressure 50–200 MPa
- Cooling: 5–60 seconds depending on thickness
- Ejection: Ejector pins remove finished part
Key quality factors:
- Temperature: Melt and mold temperatures within ±2°C
- Pressure: Balanced injection and hold pressure for complete filling without flash
- Speed: Optimized for part geometry—faster for thin walls, slower for thick sections
Benefits of plastic injection car parts include:
- Weight reduction improving fuel efficiency
- Design flexibility for complex shapes and integrated features
- Corrosion resistance
- Cost-effective high-volume production
As automotive manufacturers pursue greater fuel efficiency, design freedom, and performance, plastic injection car parts will continue to play an increasingly vital role.
FAQ
What are the common materials used for plastic injection car parts?
Polypropylene (PP) is lightweight, cost-effective, and chemically resistant—used for dashboards, bumpers. Polycarbonate (PC) offers optical clarity, heat resistance, impact resistance—used for lamp housings. Acrylonitrile butadiene styrene (ABS) combines strength, toughness, processability—used for interior panels. Nylon-based composites offer high strength-to-weight ratio and heat resistance—used for intake manifolds and engine components.
How can I ensure the quality of plastic injection car parts?
Choose a reliable supplier with a proven quality track record. Monitor production: proper material preparation (drying hygroscopic plastics), strict control of temperature, pressure, and injection speed. Implement rigorous quality inspection: dimensional checks against specifications, mechanical property testing to ensure parts withstand required forces.
Are plastic injection car parts environmentally friendly?
Environmental impact is mixed. Many automotive plastics—PP, PC—are recyclable, reducing demand for virgin materials and lowering energy consumption. However, petroleum-based plastics are not biodegradable. Manufacturers are increasingly exploring bio-based plastics from renewable sources and enhancing recycling programs to improve environmental footprint.
What is the difference between injection pressure and hold pressure?
Injection pressure forces molten plastic into the mold cavity during filling. It must be high enough to fill the cavity completely before cooling. Hold pressure is applied after filling to compensate for shrinkage as the plastic cools. Hold pressure is typically lower than injection pressure but is maintained for a specific period to ensure dimensional accuracy and prevent sink marks or voids.
Why are plastic intake manifolds replacing metal ones?
Plastic intake manifolds offer significant weight reduction (up to 40%), improving fuel efficiency. Smooth inner surfaces minimize air resistance, improving combustion efficiency and engine performance. Reduced turbulence ensures more consistent engine operation. Additionally, plastic manifolds are corrosion-resistant and can be molded into complex shapes that optimize airflow.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology , we specialize in plastic injection molding for automotive components. We work with a wide range of materials—PP, PC, ABS, nylon-based composites—to meet your specific requirements.
Our processes include strict temperature control (±2°C), optimized injection pressure (50–200 MPa), and precise cooling times. We deliver interior, exterior, and mechanical components that meet automotive industry standards.
From dashboards to intake manifolds, we provide high-quality, reliable plastic injection car parts.
Contact Yigu Technology today to discuss your automotive injection molding project.