Introduction
Boss injection molding is a specialized application within the broader injection molding process that focuses on creating plastic parts with bosses—small, cylindrical protrusions that extend from the main surface of the part. These seemingly simple features play critical roles in product assembly, structural reinforcement, and alignment.
Bosses are everywhere. They hold the battery in your smartphone, attach the dashboard in your car, and secure the handle on your kitchen utensils. Without bosses, assembling plastic products would require complex secondary operations or compromised designs.
This guide explains what boss injection molding is, how bosses function, the step-by-step process, and the applications across industries. You will learn the design considerations, material choices, and quality factors that ensure bosses perform reliably in your products.
What Is a Boss in Injection Molding?
A boss is a small, cylindrical or round protrusion that extends from the surface of a plastic part. Bosses are typically designed with a hole in the center to accept screws, pins, or other fasteners, though solid bosses are also used for alignment or reinforcement.
Common Boss Types
| Boss Type | Description | Applications |
|---|---|---|
| Threaded boss | Has internal threads or accepts self-tapping screws | Electronics housings; assembly points |
| Alignment boss | Solid; used for positioning parts | Toy construction sets; mating components |
| Reinforcement boss | Adds strength at stress points | Structural enclosures; load-bearing areas |
| Mounting boss | Accepts fasteners for component attachment | Circuit board mounts; internal hardware |
Why Are Bosses Important?
Bosses serve several critical functions:
Structural Reinforcement
Bosses distribute stress at attachment points. Without a boss, a screw driven directly into a flat plastic surface would create stress concentration, leading to cracking or failure. The boss provides additional material around the fastener, distributing the load.
Connection and Assembly
Bosses act as attachment points, allowing multiple parts to be fastened together. In automotive interiors, bosses on dashboard panels align with corresponding holes in the vehicle frame, enabling quick assembly with screws or bolts.
Alignment
Bosses ensure parts are correctly positioned during assembly. In construction toys, bosses on one piece fit precisely into sockets on another, ensuring proper alignment and stability.
Standoff Function
Bosses create space between components. In electronics, bosses elevate circuit boards away from housings, preventing short circuits and allowing airflow for cooling.
How Does Boss Injection Molding Work?
The boss injection molding process follows the same basic steps as conventional injection molding, with specific considerations for the boss features.
Step 1: Plastic Material Preparation
Plastic pellets are loaded into the machine hopper. Material selection is critical—different plastics have different properties that affect boss performance.
Key material considerations for bosses:
- Strength – Bosses under load require materials with good tensile and impact strength
- Thread retention – For threaded bosses, material must hold threads without stripping
- Shrinkage – Consistent shrinkage ensures hole dimensions remain accurate
- Flow characteristics – Material must flow into narrow boss cavities
Common materials:
- ABS – Good balance of strength and processability; common for housings
- Polypropylene (PP) – Flexible; chemical resistant; used in automotive and consumer goods
- Polycarbonate (PC) – High strength; impact resistant; used in structural applications
- Nylon – Strong; wear resistant; good for threaded bosses
Drying: Hygroscopic materials (nylon, ABS, PC) must be dried to prevent moisture-related defects in boss areas.
Step 2: Heating and Melting
Plastic pellets are conveyed into a heated barrel. A rotating screw melts the material through a combination of external heat and internal friction.
Temperature control is critical:
- Too low: Incomplete melting; poor flow into boss cavities
- Too high: Material degradation; loss of mechanical properties
| Material | Melt Temperature Range |
|---|---|
| ABS | 200–250°C |
| Polypropylene | 160–170°C |
| Polycarbonate | 260–300°C |
| Nylon | 240–280°C |
Step 3: Injection into the Mold
Molten plastic is injected into the mold cavity under high pressure. The mold contains cavities for both the main part and the bosses.
Key injection considerations for bosses:
| Factor | Importance |
|---|---|
| Injection pressure | Must be sufficient to fill narrow boss cavities; 50–150 MPa typical |
| Injection speed | Balanced to fill bosses completely without creating voids |
| Gate location | Should direct flow toward bosses to ensure filling |
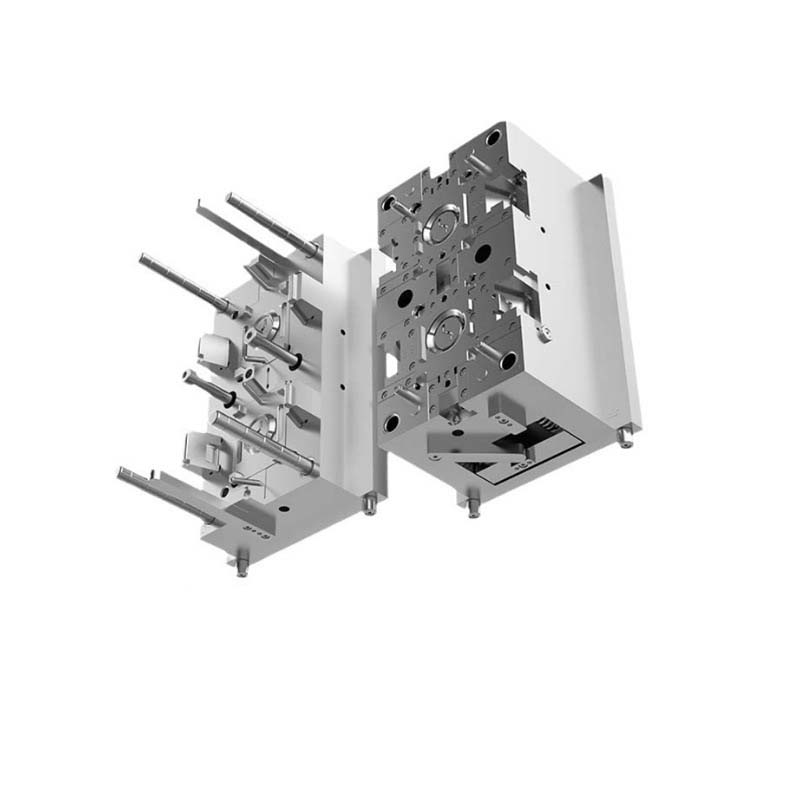
Mold design for bosses:
- Pinpoint gates – Often used for small, precise bosses
- Runner balance – Ensures all bosses fill simultaneously
- Venting – Critical at boss tips to prevent air traps
Step 4: Cooling and Solidification
The plastic cools and solidifies, taking the shape of the mold cavity—including the bosses.
Cooling considerations for bosses:
- Bosses are typically thicker than surrounding walls, so they cool more slowly
- Uneven cooling can cause sink marks on the opposite surface
- Cooling channels should be placed to provide uniform cooling
Cooling time: Depends on boss diameter and wall thickness; typically 10–60 seconds for most parts.
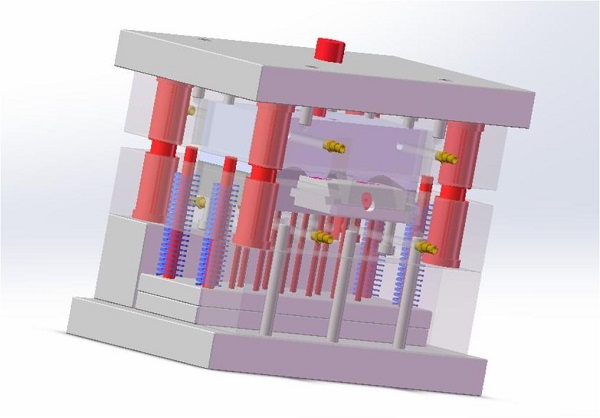
Step 5: Mold Opening and Ejection
The mold opens, and ejector pins push the finished part out.
Ejection considerations:
- Ejector pins should be placed away from bosses to avoid marking critical surfaces
- For parts with many bosses, stripper plates may be used for even ejection
- Insufficient draft angles can cause bosses to stick in the mold
Step 6: Post-Processing
Molded parts may require additional steps:
| Operation | Purpose |
|---|---|
| Flash removal | Remove excess plastic from parting lines |
| Trimming | Cut off any excess material around bosses |
| Thread tapping | Add threads to boss holes if not molded-in |
| Painting/coating | Aesthetic or protective finishes |
How Do You Design Bosses for Injection Molding?
Proper boss design ensures strength, manufacturability, and reliability.
Wall Thickness and Boss Diameter
Rule of thumb: Boss diameter should be 2–2.5 times the screw diameter for threaded bosses.
| Screw Size | Boss Outer Diameter | Boss Wall Thickness |
|---|---|---|
| M2 | 4–5 mm | 1.0–1.5 mm |
| M3 | 6–8 mm | 1.5–2.0 mm |
| M4 | 8–10 mm | 2.0–2.5 mm |
| M5 | 10–12 mm | 2.5–3.0 mm |
Wall thickness: Boss wall thickness should be 50–70% of the nominal part wall thickness to prevent sink marks.
Boss Height
| Height | Considerations |
|---|---|
| Short (< 3× diameter) | Generally easy to mold; minimal sink marks |
| Medium (3–5× diameter) | Requires careful cooling; may need additional venting |
| Tall (> 5× diameter) | Challenging to fill; may require core pins or special design |
Draft Angles
Draft allows the boss to release from the mold without sticking.
| Surface | Recommended Draft |
|---|---|
| External boss surface | 0.5–1.5° per side |
| Internal hole | 0.5–1.0° per side |
Boss-to-Wall Connection
Bosses should be connected to adjacent walls or ribs for support.
| Connection | Benefit |
|---|---|
| Gussets | Adds strength; prevents boss bending |
| Ribs | Distributes load; reduces stress concentration |
| Connection to wall | Provides additional support |
Avoid: Free-standing bosses without support—they are prone to cracking under load.
Sink Mark Prevention
Sink marks occur on the opposite surface of a boss due to uneven cooling. Prevention methods:
| Method | How It Works |
|---|---|
| Reduce boss wall thickness | Keep boss wall ≤ 60% of nominal wall |
| Add gussets | Distributes material; reduces thick section |
| Core the boss | Make hollow instead of solid |
| Adjust packing | Increased holding pressure can help |
Hole Design
| Hole Type | Considerations |
|---|---|
| Through-hole | Easier to mold; uses core pins |
| Blind hole | May trap air; requires venting at tip |
| Threaded | May be molded-in or tapped after molding |
What Are the Applications of Boss Injection Molding?
Consumer Electronics
| Component | Boss Function |
|---|---|
| Smartphone cases | Battery holder mounts; circuit board attachments; camera module mounts |
| Laptop housings | Keyboard mounts; display hinge attachments; internal component mounting |
| Remote controls | Circuit board standoffs; battery compartment contacts |
Example: A typical mid-range smartphone case contains 10–15 bosses of various sizes. These secure internal components, ensuring they remain in place during normal use and impact events.
Automotive Industry
| Component | Boss Function |
|---|---|
| Dashboard panels | Air vent attachments; instrument cluster mounts; control panel mounting |
| Door panels | Handle attachments; speaker mounts; trim attachments |
| Headlight housings | Lens attachment; bulb holder mounts; vehicle frame mounting |
Example: A modern car dashboard may contain dozens of bosses for attaching sub-components like air vents, instrument clusters, and control panels. These bosses enable efficient assembly and easy replacement of individual components.
Medical Equipment
| Component | Boss Function |
|---|---|
| Syringes | Plunger attachment; barrel assembly |
| Diagnostic devices | Circuit board mounts; sensor alignment |
| Instrument housings | Internal component mounting; cover attachment |
Example: In a 10 mL syringe, the boss-based connection between plunger and barrel ensures consistent, controlled operation for accurate dosage delivery.
Consumer Goods and Toys
| Component | Boss Function |
|---|---|
| Bottle caps | Seal attachment; grip features |
| Kitchen utensils | Handle attachment |
| Construction toys | Interlocking connection points |
Example: A small construction toy set may contain hundreds of bricks, each with multiple bosses on sides and tops, enabling children to build various structures.
What Are Common Defects and Solutions?
Defect: Sink Marks
| Cause | Solution |
|---|---|
| Boss wall too thick | Reduce boss wall thickness; add gussets |
| Insufficient packing | Increase holding pressure or time |
| Poor cooling | Add cooling channels near bosses |
Defect: Short Shots (Incomplete Boss)
| Cause | Solution |
|---|---|
| Low injection pressure | Increase pressure |
| Low melt temperature | Raise temperature |
| Poor venting | Add vents at boss tips |
Defect: Boss Cracking
| Cause | Solution |
|---|---|
| Sharp corners | Add radius at boss base |
| Insufficient draft | Increase draft angle |
| Ejection stress | Adjust ejector pin placement |
Defect: Poor Thread Retention
| Cause | Solution |
|---|---|
| Material too soft | Use higher-strength material |
| Insufficient wall thickness | Increase boss diameter |
| Threads stripped during assembly | Add metal inserts for critical applications |
How Do You Ensure Quality in Boss Molding?
Design Phase
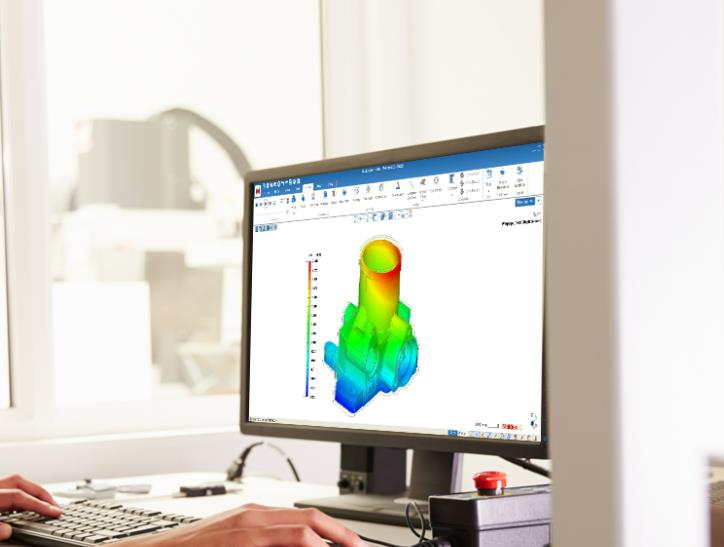
- Use mold flow analysis to predict filling of boss cavities
- Verify wall thickness ratios to prevent sink marks
- Include adequate draft for ejection
Process Control
- Monitor melt temperature to ensure complete filling
- Control injection pressure to fill bosses without flash
- Maintain consistent cycle times for uniform cooling
Quality Inspection
| Inspection | Method | Acceptance |
|---|---|---|
| Dimensional | CMM; gauges | ±0.05 mm typical |
| Thread fit | Go/no-go gauges | Smooth engagement |
| Strength | Pull-out tests | Meets specification |
| Visual | Inspection | No cracks; sink marks within limits |
Conclusion
Boss injection molding is a specialized application that creates plastic parts with integral attachment and reinforcement features. Bosses serve critical functions:
- Structural reinforcement – Distribute stress at attachment points
- Connection – Enable efficient assembly with fasteners
- Alignment – Ensure proper positioning of mating components
- Standoff – Create space between components
Successful boss design requires attention to wall thickness, draft angles, connection to supporting walls, and cooling. Common materials include ABS, polypropylene, polycarbonate, and nylon—each offering different properties for specific applications.
When designed and molded correctly, bosses create strong, reliable attachment points that eliminate secondary operations and enable efficient product assembly across industries from consumer electronics to medical devices.
Frequently Asked Questions (FAQ)
What types of plastics are most suitable for boss injection molding?
ABS offers good strength and processability; ideal for housings and enclosures. Polypropylene (PP) provides chemical resistance and flexibility; good for automotive and consumer applications. Polycarbonate (PC) delivers high impact strength and heat resistance; suitable for structural parts. Nylon offers strength and wear resistance; excellent for threaded bosses. Selection depends on load requirements, thread retention needs, and environmental conditions.
How can you ensure the quality of boss-shaped parts in injection molding?
Control melt temperature within material specifications to ensure proper flow into boss cavities. Manage injection pressure to fill bosses completely without causing flash. Optimize mold design with proper venting at boss tips and balanced runner systems. Design cooling channels for uniform cooling to prevent sink marks. Use mold flow analysis during design to predict filling patterns. Inspect dimensions and perform pull-out tests for critical bosses.
What causes sink marks on the opposite side of a boss?
Sink marks occur when the boss wall is too thick relative to the nominal wall thickness. As the boss cools more slowly than surrounding areas, shrinkage pulls material inward, creating a depression on the opposite surface. Solution: Keep boss wall thickness ≤ 60% of nominal wall thickness; add gussets to distribute material; increase holding pressure; ensure adequate cooling near the boss location.
What is the recommended draft angle for bosses?
External boss surfaces: 0.5–1.5° per side. Internal holes: 0.5–1.0° per side. Larger draft angles (1.5–2.5°) are recommended for textured surfaces or tall bosses. Insufficient draft causes sticking during ejection, potentially damaging the boss or part surface.
When should metal inserts be used instead of molded bosses?
Use metal inserts when: the application requires high clamping force repeatedly assembled and disassembled; the plastic material has poor thread retention; the boss is in a critical load-bearing location; or field service requires frequent disassembly. Metal inserts provide stronger, more durable threads than plastic bosses alone.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology, we specialize in boss injection molding for complex plastic parts across consumer electronics, automotive, medical, and industrial applications. Our expertise ensures your bosses are designed for strength, manufacturability, and reliability.
Our boss molding capabilities include:
- Design for manufacturability – Optimized boss geometry; sink mark prevention
- Precision mold design – Balanced runner systems; proper venting; core pins
- Material expertise – ABS, PP, PC, nylon, and engineering grades
- Process control – Consistent filling; uniform cooling
- Quality assurance – Dimensional inspection; pull-out testing; thread verification
We help clients create plastic parts with reliable attachment points that enable efficient assembly and long-term durability.
Contact us today to discuss your boss injection molding project. Let our expertise help you design and produce stronger, more reliable plastic components.