Introduction
Bakelite—the world’s first synthetic plastic—revolutionized manufacturing when it was invented in 1907. Known chemically as phenolic resin, this thermosetting material remains indispensable today. It is in electrical switches, automotive distributor caps, and kitchen utensil handles—applications where heat resistance, electrical insulation, and durability are non-negotiable.
Bakelite injection molding is a specialized process that transforms phenolic resin into precision components. Unlike thermoplastics that simply melt and solidify, Bakelite undergoes a chemical curing reaction during molding. It becomes permanently hard and cannot be remelted.
This guide covers everything you need to know: the process steps, machinery, applications, and key considerations for successful Bakelite molding.
What Is Bakelite Injection Molding?
Bakelite injection molding is a manufacturing process that uses phenolic resin—a thermosetting plastic—to create durable, heat-resistant components. The material is fed into an injection molding machine, heated to a molten state (150°C to 200°C), and forced under high pressure (50 to 150 MPa) into a precisely designed mold cavity.
Inside the mold, the Bakelite cures. Polymer chains cross-link, transforming the soft molten material into a hard, rigid product. Once cured, the mold opens, and the finished part is ejected.
This process produces parts with:
- Excellent electrical insulation: Dielectric strength of 10–15 kV/mm
- High heat resistance: Withstands up to 200°C in automotive applications
- Dimensional stability: Tolerances as tight as ±0.05 mm
- Chemical resistance: Resists oils, solvents, and many chemicals
How Does the Bakelite Injection Molding Process Work?
Step 1: Raw Material Preparation
Material selection: Bakelite comes in various grades. High-temperature grades suit automotive engine components. Electrical-grade formulations offer enhanced insulation for switches and sockets.
Drying: Bakelite is moisture-sensitive. Moisture causes voids, bubbles, and poor surface finish. Drying occurs in hot air ovens or desiccant dryers at 80°C to 120°C for 2 to 4 hours.
Step 2: Mold Preparation
Cleaning and inspection: Molds are cleaned with solvents, brushes, or ultrasonic methods to remove residual Bakelite, dust, and contaminants. Cavities are inspected for scratches or dents that could affect surface quality.
Lubrication: A thin layer of mold release agent—silicone-based, fluoropolymer-based, or wax-based—is applied. This ensures easy ejection without damaging the part or mold.
Step 3: Injection
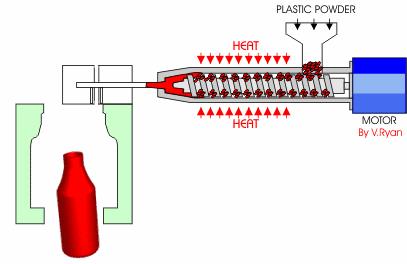
Melting: Dried Bakelite granules or powder feed into the hopper and enter the heating barrel. Electric heaters and screw rotation melt the material. Barrel temperatures: 150°C to 200°C .
Injecting into the mold: The screw moves forward, forcing molten Bakelite through the nozzle into the mold cavity at high pressure—50 to 150 MPa . High injection speeds fill thin-walled or complex parts quickly, preventing premature curing.
Step 4: Packing Pressure
Compensating for shrinkage: Bakelite shrinks as it cools and cures. Packing pressure forces additional material into the cavity to maintain dimensions. Packing pressure is lower than injection pressure, applied for 5 to 15 seconds depending on part thickness.
Ensuring dimensional accuracy: Too low packing causes sink marks or under-filled parts. Too high packing causes internal stress, warping, or cracking.
Step 5: Cooling and Curing
Cooling: Coolant—typically water—flows through channels in the mold. Cooling time depends on part thickness:
- Thin-walled parts: 10 – 20 seconds
- Thick-walled parts: Several minutes
Curing: A chemical reaction cross-links polymer chains, transforming soft molten material into a hard, rigid product. Temperature and time control curing. Higher temperatures accelerate curing but risk over-curing and brittleness.
Step 6: Ejection
Opening the mold: Carefully coordinated movement ensures the part does not stick.
Ejecting the part: Ejector pins push the molded part out. Pins are strategically placed to distribute force evenly. Complex parts may require lifters or sliders for smooth ejection.
What Machinery and Equipment Are Used?
Injection Molding Machine
The central equipment performs several functions: melting Bakelite, injecting into the mold, applying packing pressure, and controlling cooling/curing.
| Component | Function |
|---|---|
| Injection unit | Hopper feeds Bakelite; heating barrel with electric heaters; screw melts and transports; provides precise control over injection speed, pressure, volume |
| Clamping unit | Closes and holds mold during injection and curing. Clamping force ranges from a few tons to hundreds of tons. Toggle-type and hydraulic-type mechanisms available |
| Hydraulic and electrical systems | Hydraulic system powers injection and clamping unit movements. Electrical system controls temperature, pressures, cooling time. Modern machines feature computer-controlled automation |
Mold
The mold gives Bakelite its final shape. It consists of fixed and moving halves that form the cavity—the exact negative of the product.
| Component | Function |
|---|---|
| Cavity and core | Cavity defines outer shape; core defines inner shape (holes, recesses). Made from high-quality steel—P20 or H13—to withstand high pressures and temperatures |
| Gating system | Sprue, runners, gates direct molten Bakelite flow. Design ensures uniform filling and minimizes defects—weld lines, air traps |
| Cooling system | Channels circulate coolant for efficient, uniform cooling. Reduces cycle time |
| Ejection system | Ejector pins, plates push part out when mold opens |
Where Is Bakelite Injection Molding Used?
Electrical and Electronic Industry
Bakelite’s electrical insulating properties, heat resistance, and dimensional stability make it ideal for electrical applications.
| Component | Properties Used | Details |
|---|---|---|
| Switches and sockets | Electrical insulation, heat resistance | Withstand up to 250V without breakdown; maintain integrity at 150°C |
| Insulators | High dielectric strength (10–15 kV/mm) | Prevent electrical leakage in power lines, transformers |
| Electronic component housings | Dimensional stability (±0.05 mm tolerances) | Capacitors, resistors, integrated circuit housings fit precisely on circuit boards |
Automotive Industry
Bakelite’s heat resistance, mechanical strength, and chemical resistance suit demanding automotive applications.
| Component | Properties Used | Details |
|---|---|---|
| Dashboard knobs | Hardness, wear resistance | Withstand 10,000 turns with only 5% wear (vs. 30% for soft plastics) |
| Distributor caps | Heat resistance, electrical insulation | Withstand up to 200°C in engine compartments |
| Spark plug insulators | Electrical insulation | Prevent current leakage; ensure effective spark delivery |
Consumer Goods
Bakelite combines functionality with aesthetic appeal in consumer products.
| Component | Properties Used | Details |
|---|---|---|
| Pot handles | Heat resistance | Withstand up to 180°C; lower handle-detachment rates than wood or other plastics |
| Utensil handles | Grip, easy cleaning | Durable, heat-resistant, easy to maintain |
What Does a Real-World Example Look Like?
An automotive supplier needed distributor caps for a high-performance engine. Requirements: withstand 200°C operating temperature, provide reliable electrical insulation, and maintain dimensional accuracy across 100,000 units.
The Bakelite injection molding solution:
- Material: High-temperature Bakelite grade
- Mold: P20 steel with polished cavity surfaces; cooling channels placed for uniform heat extraction
- Process: Melt temperature 180°C, injection pressure 100 MPa, packing pressure 50 MPa for 10 seconds, cooling time 45 seconds
The result: distributor caps with consistent dimensions (±0.05 mm), passed 200°C heat tests, and electrical insulation meeting specifications. Defect rate under 1%.
Conclusion
Bakelite injection molding is a specialized process for producing thermosetting phenolic resin components. Unlike thermoplastics, Bakelite cures permanently through a cross-linking reaction, providing exceptional heat resistance (up to 200°C), electrical insulation (dielectric strength 10–15 kV/mm), and dimensional stability (±0.05 mm tolerances).
The process involves:
- Material preparation: Drying at 80–120°C for 2–4 hours
- Injection: Melt temperature 150–200°C, injection pressure 50–150 MPa
- Packing: Lower pressure for 5–15 seconds to compensate shrinkage
- Cooling and curing: Thin parts cool in 10–20 seconds; thick parts may take minutes
- Ejection: Ejector pins distribute force evenly
Key equipment includes injection molding machines (injection unit, clamping unit, hydraulic/electrical systems) and molds (cavity/core, gating system, cooling system, ejection system).
Applications span electrical (switches, insulators), automotive (distributor caps, knobs), and consumer goods (pot handles). Bakelite’s unique properties make it indispensable where heat resistance, electrical insulation, and durability are required.
FAQ
What is the difference between Bakelite and thermoplastic injection molding?
Bakelite is a thermoset. It undergoes a chemical curing reaction during molding, forming cross-linked polymer chains. It becomes permanently hard and cannot be remelted. Thermoplastics (ABS, PP, PC) simply melt and solidify; they can be remelted and reshaped. Bakelite requires higher curing temperatures and packing pressure to compensate for shrinkage during cross-linking.
Why is drying Bakelite before molding important?
Bakelite is moisture-sensitive. Moisture causes voids, bubbles, and poor surface finish in the final product. Drying at 80–120°C for 2–4 hours removes moisture before processing, preventing defects.
What are the key process parameters for Bakelite injection molding?
Melt temperature: 150–200°C. Injection pressure: 50–150 MPa. Packing pressure: lower than injection, applied for 5–15 seconds. Cooling time: 10–20 seconds for thin parts; several minutes for thick parts. Clamping force: from a few tons to hundreds of tons depending on mold size.
What applications is Bakelite best suited for?
Bakelite excels in applications requiring heat resistance (up to 200°C), electrical insulation (dielectric strength 10–15 kV/mm), and dimensional stability (±0.05 mm). Common applications: electrical switches, sockets, insulators, automotive distributor caps, spark plug insulators, and kitchen utensil handles.
How does Bakelite compare to other materials for electrical applications?
Bakelite offers dielectric strength of 10–15 kV/mm—significantly higher than many other plastics. It withstands up to 250V without breakdown and maintains integrity at 150°C. For electrical switches, sockets, and insulators, Bakelite provides safety and reliability that commodity plastics cannot match.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology , we specialize in Bakelite injection molding for custom plastic and metal parts. Our engineers understand the unique requirements of thermoset processing—material drying, precise temperature control, packing pressure, and curing time.
We use high-quality steel molds (P20, H13) with optimized cooling channels. Our processes are controlled to deliver parts with tight tolerances (±0.05 mm) and consistent properties.
From electrical insulators to automotive components, we deliver reliable, high-performance Bakelite parts.
Contact Yigu Technology today to discuss your Bakelite injection molding project.