How to CNC Machine Molybdenum for Precision High-Temperature Components?
Introduction Contents Introduction What Are the Material Properties of Molybdenum? What CNC Machining Techniques Work for Molybdenum? Where Is Molybdenum Used? What Are the Challenges in Machining Molybdenum? How Is Quality Control Maintained? Conclusion FAQs Contact Yigu Technology for Custom Manufacturing Molybdenum is a high-performance metal valued for its extreme heat resistance and unique mechanical […]
Molybdenum is a high-performance metal valued for its extreme heat resistance and unique mechanical properties. With a melting point of 2623°C—second only to tungsten—it withstands extreme conditions in aerospace, semiconductor, and industrial applications. But machining molybdenum presents significant challenges. Manufacturers struggle with rapid tool wear due to its hardness, maintaining accuracy because of its sensitivity to heat, and achieving consistent surface finish.
This guide addresses these pain points by exploring molybdenum’s material properties, effective CNC machining techniques, key applications, and quality control measures—equipping you with the knowledge to achieve precise and reliable results.
What Are the Material Properties of Molybdenum?
Molybdenum’s properties make it indispensable in high-temperature and precision applications.
Key Properties
Property
Value
Significance
Melting point
2623°C
Withstands extreme heat—aerospace, industrial
Thermal expansion
5.3 μm/(m·°C)
Low—dimensional stability under rapid temperature changes
Density
10.2 g/cm³
Good weight-to-strength ratio
Tensile strength
550–700 MPa
Strength with ductility
Hardness
150–250 HV
Requires careful tool selection
Thermal conductivity
138 W/(m·K)
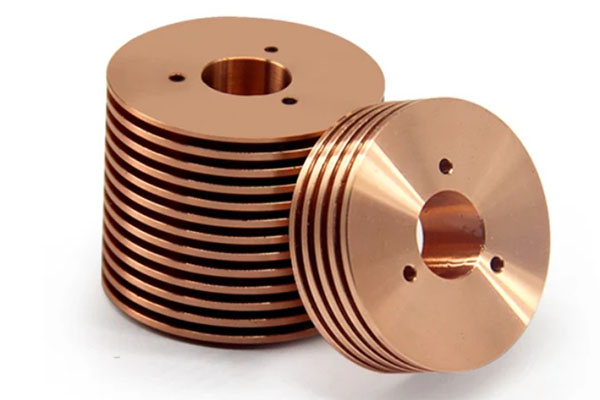
Efficient heat dissipation—ideal for heat sinks
Corrosion resistance
Resists acids, alkalis, molten metals
Chemical processing equipment
What CNC Machining Techniques Work for Molybdenum?
By using rigid machining centers, carbide and diamond tools, high-pressure cooling, and rigorous quality control, manufacturers can overcome molybdenum’s challenges and deliver precision components for demanding applications.
FAQs
Why is molybdenum difficult to machine?
Molybdenum’s hardness, sensitivity to heat, and work-hardening tendency cause rapid tool wear, heat-related distortion, and challenges in achieving consistent surface finish. Its low thermal conductivity concentrates heat at the cutting zone, exacerbating tool wear.
What tools are best for machining molybdenum?
Carbide tools (grade K10–K20) are ideal for general machining—they balance hardness and toughness. Diamond-coated tools improve surface finish and tool life for precision applications. Use positive rake angles and sharp cutting edges to reduce cutting forces.
What tolerances can be achieved when machining molybdenum?
Typical tolerances range from ±0.01–0.05 mm with conventional CNC methods. EDM (Electrical Discharge Machining) can achieve ±0.002 mm for critical components—ideal for intricate aerospace and semiconductor parts.
What coolant is recommended for molybdenum machining?
Use high-pressure systems (200–400 psi) with oil-based coolants. High pressure improves chip evacuation and reduces friction. Oil-based coolants provide better lubrication than water-soluble options, reducing heat generation and tool wear.
How can I prevent cracking when machining molybdenum?
Use sharp tools with positive rake angles to reduce cutting forces. Maintain appropriate speeds and feeds—avoid excessive force. Consider post-machining annealing (1000–1200°C) to relieve residual stresses and prevent warping over time.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology, we specialize in CNC machining molybdenum for aerospace, semiconductor, medical, and industrial applications. With 15 years of experience, advanced CNC machining centers, EDM capabilities, and ISO 9001 certification, we deliver precision molybdenum components with tolerances to ±0.01 mm and surface finishes to Ra 0.8 μm.
Our expertise includes carbide and diamond tooling, high-pressure cooling systems (200–400 psi), and post-machining annealing for stress relief. Contact us today to discuss your molybdenum machining project.
Related Plastic & Metal Custom Manufacturing Articles