Introduction
Polypropylene (PP) is everywhere. It’s in your car’s dashboard, your food storage containers, your smartphone case, and even the hinge on your shampoo bottle. Why? Because PP injection molding combines exceptional versatility with cost-effectiveness.
PP—a thermoplastic polymer—offers a unique balance of properties: lightweight, chemically resistant, and surprisingly durable. When combined with injection molding, it produces complex parts at high volumes with remarkable consistency.
At Yigu Technology, we’ve molded PP for clients across automotive, consumer goods, medical, and industrial sectors. In this guide, we’ll walk through the injection molding process for PP, explore its key properties, and examine the wide range of applications where this material excels.
How Does the PP Injection Molding Process Work?
PP injection molding follows the same basic sequence as other thermoplastics—but with parameters tailored to polypropylene’s specific behavior.
Step-by-Step Process
Feeding: PP granules are loaded into the machine’s hopper. These can be virgin resin or blends with recycled material, depending on the application.
Melting: Granules move through a heated barrel. Heating bands raise the temperature to PP’s melting range: 160–275°C. The specific temperature depends on the grade (homopolymer vs. copolymer) and the part’s requirements.
Injection: The screw moves forward, forcing molten PP into the closed mold cavity under high pressure. This pressure—typically 50–150 MPa—ensures the plastic fills every detail of the mold.
Packing and Holding: After filling, packing pressure (50–80% of injection pressure) is applied. This compensates for shrinkage as the plastic cools, preventing sink marks and voids.
Cooling: Coolant circulates through channels in the mold, extracting heat. PP’s relatively high shrinkage rate (1–2.5%) means cooling must be controlled carefully to maintain dimensional accuracy.
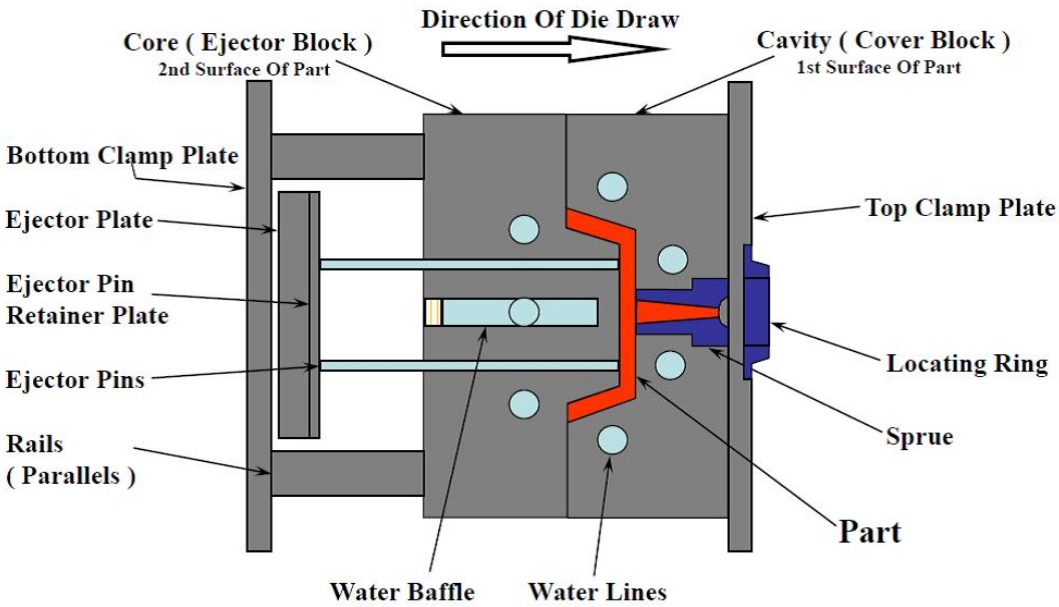
Ejection: The mold opens, and ejector pins push the solidified part out. Post-processing may include trimming flash or surface finishing.
Key Process Parameters
Getting PP injection molding right means controlling three categories of parameters: temperature, pressure, and time.
Temperature
| Zone | Typical Range | Why It Matters |
|---|---|---|
| Barrel (rear) | 160–200°C | Begins melting; cooler to prevent premature softening |
| Barrel (middle) | 200–240°C | Main melting zone |
| Barrel (front) | 220–260°C | Final melt homogenization |
| Nozzle | 200–240°C | Slightly lower than front barrel to prevent drooling |
| Mold | 30–60°C | Affects cooling rate and surface finish |
Note: Lower mold temperatures speed cooling but may create internal stresses. Higher mold temperatures improve surface finish but extend cycle time.
Pressure
| Parameter | Typical Range | Function |
|---|---|---|
| Injection pressure | 50–150 MPa | Forces melt into cavity; higher for thin-walled or complex parts |
| Packing pressure | 50–80% of injection | Compensates for shrinkage; prevents sink marks |
| Backpressure | 5–20 MPa | Improves melt homogeneity; aids additive mixing |
Time
| Parameter | Typical Range | Notes |
|---|---|---|
| Injection time | 2–15 seconds | Shorter for small parts; longer for complex geometries |
| Packing time | 5–30 seconds | Critical for dimensional stability |
| Cooling time | 10–60+ seconds | Longest part of cycle; depends on wall thickness |
What Properties Make PP Ideal for Injection Molding?
PP’s popularity isn’t accidental. Its property profile suits a remarkable range of applications.
Mechanical Properties
| Property | Typical Value | Why It Matters |
|---|---|---|
| Tensile strength | 20–40 MPa (up to 100 MPa with glass fill) | Withstands pulling forces; reinforced grades compete with metals |
| Flexural strength | 30–60 MPa | Resists bending; key for structural parts |
| Impact strength | 5–60 kJ/m² (varies by grade) | Homopolymer is brittle; copolymer (with ethylene) offers high impact resistance |
| Flexural fatigue resistance | Withstands 10⁶ bends at room temperature | Ideal for living hinges (bottle caps, containers) |
Key insight: PP’s living hinge capability is unique. It can be bent repeatedly—millions of times—without cracking. This makes it the material of choice for flip-top caps, snap-fit closures, and any application requiring repeated flexing.
Physical Properties
| Property | Value | Significance |
|---|---|---|
| Density | 0.90–0.91 g/cm³ | One of the lightest common plastics; reduces part weight and shipping cost |
| Shrinkage | 1–2.5% | Higher than many plastics; must be compensated in mold design |
| Water absorption | <0.01% | Excellent dimensional stability in humid environments |
Thermal Properties
PP has good heat resistance for a commodity plastic:
- Continuous use temperature: Up to 110–120°C
- Melting point: 160–166°C (homopolymer)
This makes PP suitable for applications like dishwasher-safe containers, hot-fill packaging, and under-hood automotive components (when properly formulated).
Chemical Resistance
PP resists most acids, alkalis, and organic solvents. Notable exceptions:
- Strong oxidizing agents (concentrated sulfuric acid, nitric acid)
- Chlorinated hydrocarbons (may cause swelling)
This chemical resistance makes PP ideal for:
- Chemical storage containers
- Automotive fluid reservoirs
- Medical device housings exposed to cleaning agents
How Do Different PP Grades Compare?
PP comes in two main families: homopolymer and copolymer.
| Grade | Properties | Applications |
|---|---|---|
| Homopolymer PP | Higher stiffness, higher tensile strength, lower impact resistance | Rigid containers, automotive components, pipes |
| Copolymer PP | Lower stiffness, higher impact resistance (especially at low temperatures), better clarity | Living hinges, impact-resistant parts, food containers |
Reinforced PP adds glass fiber (typically 10–40%) to boost strength and heat resistance:
- Glass-filled PP can achieve tensile strength up to 100 MPa
- Heat deflection temperature increases by 50–100°C
Example: A 30% glass-filled PP used in automotive cooling fans maintains strength at elevated engine compartment temperatures while reducing weight compared to metal alternatives.
Where Is PP Injection Molding Used?
PP’s versatility makes it a top choice across industries.
Automotive Industry
PP is the most widely used plastic in vehicles. It accounts for approximately 30% of plastic content in a typical car.
| Component | Why PP? |
|---|---|
| Dashboards | Lightweight, good dimensional stability, can be molded with soft-touch surfaces |
| Door panels | Cost-effective, can integrate multiple features (armrests, storage) in one part |
| Bumpers | Impact resistance (with copolymer), lightweight, corrosion-resistant |
| Battery trays | Chemical resistance, lightweight |
| Interior trim | Easy to color and texture, durable |
Weight impact: Replacing metal with PP reduces component weight by 30–50% , contributing directly to fuel efficiency and EV range.
Consumer Electronics
PP’s combination of low cost, good electrical insulation, and design flexibility makes it a staple in electronics.
| Component | Why PP? |
|---|---|
| Phone cases | Lightweight, can be molded with various textures and colors, cost-effective |
| Laptop housings | Dimensional stability, good surface finish |
| Charger shells | Heat resistance during charging, durable, insulating |
| Component housings | Non-conductive, flame-retardant grades available |
Daily-Use Products
PP dominates consumer goods because it’s safe, durable, and affordable.
| Product | Why PP? |
|---|---|
| Plastic tableware | Non-toxic, food-safe, dishwasher-safe, lightweight |
| Food containers | Chemical resistance, microwave-safe (certain grades), good sealing properties |
| Toys | Impact resistance (copolymer), non-toxic, can be brightly colored |
| Storage containers | Durable, lightweight, stackable |
| Hinged containers | Living hinge capability—opens and closes thousands of times without breaking |
Packaging
PP is one of the most widely used packaging materials.
- Flexible packaging: Films, pouches, shrink wrap
- Rigid packaging: Bottles, caps, jars, clamshell containers
- Medical packaging: Sterile containers, syringe components
Market data: The global PP packaging market was valued at over $40 billion in 2023 , with injection-molded rigid packaging representing a significant share.
Medical Devices
Medical-grade PP meets strict biocompatibility and sterilization requirements.
| Application | Why PP? |
|---|---|
| Syringes | Chemical resistance, low friction, can be sterilized (autoclave, gamma, ethylene oxide) |
| Diagnostic devices | Transparent grades available, good dimensional stability |
| Vials and containers | Non-reactive, lightweight |
Note: Medical applications require specific grades that meet ISO 10993 biocompatibility standards. Not all PP is suitable.
How Does Yigu Technology Approach PP Injection Molding?
At Yigu Technology, we’ve built deep expertise in PP injection molding—understanding both its advantages and its challenges.
Advantages we leverage:
- Lightweight and cost-effective: PP allows us to produce high-quality parts at competitive prices
- Chemical resistance: Ideal for custom containers, medical housings, and industrial components
- Living hinge capability: We design and mold flip-top caps, snap-fit closures, and other flexing components
Challenges we address:
- High shrinkage rate: Our mold designers compensate for PP’s 1–2.5% shrinkage by oversizing cavities and optimizing cooling.
- Warpage risk: We use conformal cooling channels and controlled mold temperatures to minimize distortion.
- Impact vs. stiffness trade-off: We help clients select between homopolymer and copolymer—or reinforced grades—based on their specific requirements.
Case example: A client needed 500,000 flip-top caps for a consumer product line. The caps had to open and close reliably for the product’s lifespan. We selected a high-impact copolymer PP, designed the mold with precise gate placement to ensure uniform filling, and optimized cooling to prevent warpage. The result: caps passed 100,000-cycle flex testing—well beyond the product’s expected life—with a defect rate under 0.3%.
Conclusion
PP injection molding delivers a compelling combination: low cost, light weight, chemical resistance, and design flexibility. Its ability to form living hinges, resist fatigue, and withstand repeated use makes it unique among commodity plastics.
Success with PP requires understanding its properties:
- High shrinkage (1–2.5%) demands careful mold design
- Grade selection (homopolymer vs. copolymer vs. reinforced) affects strength, impact resistance, and temperature tolerance
- Process control—temperature, pressure, cooling—determines part quality
When done right, PP injection molding produces parts that perform reliably, look good, and cost significantly less than alternatives. It’s no wonder PP is one of the most widely used plastics in the world.
FAQ
How to choose the right PP material for injection molding?
Start with performance requirements. Need high stiffness? Homopolymer or glass-filled PP. Need impact resistance? Copolymer PP. Need repeated flexing? Copolymer with living hinge-grade formulation. Next, consider processing characteristics. Higher melt flow rate (MFR) materials fill complex molds more easily; lower MFR offers better strength. Finally, balance cost. Reinforced grades cost more; blends with recycled content can reduce cost for non-critical applications. For medical or food contact, ensure the grade meets relevant certifications (FDA, ISO 10993).
Can PP injection molding be used for complex-shaped products?
Yes. PP flows well when melted, making it suitable for complex geometries including undercuts, thin walls, and fine details. The key is proper mold design: adequate venting to release trapped air, appropriate gate placement to ensure uniform filling, and sufficient draft angles to aid ejection. For extremely complex parts, mold flow analysis helps predict and prevent filling issues before tooling begins.
What is the typical shrinkage rate for PP injection molding?
PP shrinks 1–2.5% depending on grade, wall thickness, and processing conditions. Homopolymer typically shrinks less than copolymer. Glass-filled grades shrink less (0.4–0.8%) because the fibers restrict polymer movement. Mold designers compensate by oversizing cavities and using simulation tools to predict shrinkage. For precision parts, prototype molds help validate dimensional accuracy before production tooling.
What are the common defects in PP injection molding and how to fix them?
| Defect | Cause | Solution |
|---|---|---|
| Sink marks | Insufficient packing; thick sections | Increase packing pressure/time; reduce wall thickness |
| Warpage | Uneven cooling; differential shrinkage | Add cooling channels; balance wall thickness |
| Flash | Excessive pressure; worn mold | Reduce injection pressure; repair parting line |
| Short shots | Low pressure; cold material | Increase pressure/temperature; improve venting |
| Flow lines | Slow injection; low mold temperature | Increase injection speed; raise mold temperature |
Is PP safe for food contact applications?
Yes. FDA-approved PP grades are widely used for food containers, utensils, and packaging. PP is non-toxic, does not leach harmful chemicals under normal use, and can withstand microwave heating and dishwasher cleaning. For food contact, always specify food-grade PP and verify that the material meets your region’s regulatory requirements (FDA in the US, EU 10/2011 in Europe).
Contact Yigu Technology for Custom Manufacturing
Need high-quality PP injection molded parts? At Yigu Technology, we combine deep material expertise with precision manufacturing to deliver custom solutions for clients across automotive, consumer goods, medical, and industrial sectors.
From material selection and mold design to production and post-processing, we manage the entire process—ensuring your parts meet performance requirements and quality standards. Contact us today to discuss your project and discover how our PP injection molding expertise can bring your product to market efficiently and reliably.