Introduction
Imagine a manufacturing process that adapts in real time. One where you can adjust material properties with a simple formula change. Where complex parts with undercuts and thin walls come out in minutes, not hours. Where small production runs make economic sense.
That’s reactive injection molding (RIM) . Unlike traditional injection molding, which melts and reshapes solid plastic pellets, RIM starts with liquid components that react inside the mold. The chemical reaction itself creates the solid part.
This approach unlocks something powerful: adaptive manufacturing . The ability to respond quickly to changing demands, customize products without retooling, and bring prototypes to market faster than ever.
This guide explores how RIM works, what materials it uses, and why it’s becoming essential for manufacturers who need flexibility.
What Is Reactive Injection Molding?
The Basic Principle
Reactive injection molding combines two or more liquid components—typically monomers or prepolymers—inside a closed mold. These components react chemically, usually through polymerization, transforming from liquid to solid within seconds or minutes.
The process relies on precise control of chemical kinetics. Components are metered accurately, then mixed at high speed just before entering the mold. This ensures thorough blending, which is essential for uniform reaction and consistent product quality.
For polyurethane parts, one component might be an isocyanate-based resin and the other a polyol. When combined, they polymerize into solid polyurethane.
Key Components
| Component | Function | Typical Specifications |
|---|---|---|
| Injection units | Precisely meter and inject reactive components | Pressure: 1,000–3,000 psi |
| Mixing head | Combines components thoroughly | High-speed impingement or static mixing |
| Mold | Holds reacting material; shapes the part | Steel or aluminum; cooling channels |
| Material handling | Stores and conditions raw materials | Temperature-controlled tanks |
Materials Used
Polyurethane dominates RIM applications. Its properties span a wide range—from soft, flexible elastomers to rigid foams and high-strength plastics. It offers excellent abrasion resistance, high impact strength, and good chemical resistance.
Epoxy resins deliver high strength, good adhesion, and excellent chemical resistance. They serve aerospace components, industrial tooling, and applications demanding durability under harsh conditions.
Polyurea cures extremely fast, enabling rapid production cycles. It offers high tear strength and corrosion resistance, making it suitable for coatings, linings, and structural components.
How Does the RIM Process Work?
Step 1: Material Preparation
Raw materials arrive as liquid components, stored in temperature-controlled tanks. Unlike thermoplastics that require drying and melting, RIM materials are ready to inject—once properly conditioned.
Step 2: Metering and Mixing
High-pressure injection units meter each component precisely. The ratio determines final material properties. For polyurethane, adjusting the isocyanate-to-polyol ratio changes hardness:
- Higher isocyanate: More rigid material
- Lower isocyanate: Softer, more flexible material
The components meet in the mixing head. High-speed impingement—where liquid streams collide at velocities exceeding 200 meters per second —ensures complete blending in milliseconds.
Step 3: Injection and Reaction
The mixed liquid flows into the closed mold. Inside, the chemical reaction begins immediately. Polymerization creates heat, which accelerates curing. Mold temperature controls the reaction rate.
Step 4: Curing and Demolding
The part solidifies as the reaction completes. Cooling channels in the mold remove excess heat. Cycle times range from 2 to 10 minutes —faster than many other processes for complex parts.
Once cured, the mold opens and the part ejects. Minimal post-processing is needed because there are no runners or sprues to trim.
Why Does RIM Enable Adaptive Manufacturing?
Customization Capabilities
RIM allows manufacturers to fine-tune material properties without changing tooling. Adjust the component ratio. Switch to a different polyol. Add fillers or reinforcements. Each change alters the final part’s characteristics.
A manufacturer producing ergonomic equipment handles needed different durometers for the same part shape. With RIM, they used the same mold but adjusted the polyurethane formulation. Hard parts for structural components. Soft parts for grip surfaces. All from one tool.
Shape Customization
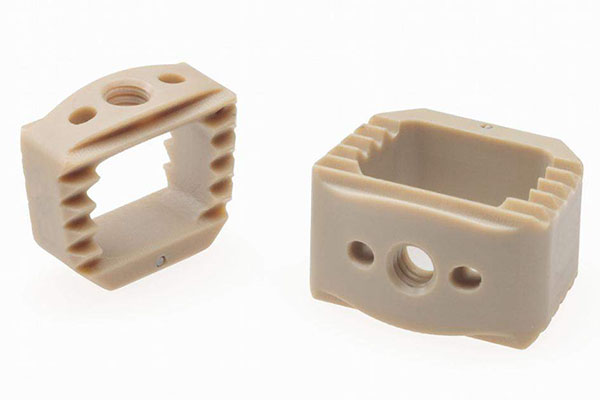
RIM handles complex geometries that challenge other processes. Undercuts, thin walls, intricate internal structures—the liquid material flows where it needs to go before reacting.
This capability matters in industries where form follows function. Automotive interior components with ergonomic curves. Medical device housings with internal features. Aerospace parts with integrated channels.
Rapid Prototyping
In product development, speed matters. RIM delivers.
Cycle times of 2–5 minutes for many parts enable rapid iteration. Design. Mold. Test. Refine. A new prototype can be in hand the same day. This compression of development cycles means products reach market faster.
A medical device company used RIM to iterate through 12 design versions in three weeks. Each prototype was functional enough for clinical testing. The same process with traditional injection molding would have taken months.
Small-Batch Economics
Traditional injection molding demands high volumes to justify tooling costs. RIM flips that equation. Tooling costs are lower—molds can be aluminum instead of hardened steel. Setup times are shorter. Small batches make economic sense.
| Factor | RIM | Traditional Injection Molding |
|---|---|---|
| Tooling cost | Lower | Higher |
| Minimum economical batch | 10–1,000 units | 10,000–100,000+ units |
| Cycle time per part | 2–10 minutes | 10–60 seconds |
| Setup time | Minutes | Hours |
For niche markets, custom products, or limited editions, RIM provides a path to production that traditional methods cannot match.
How Does RIM Compare to Traditional Injection Molding?
| Aspect | Reactive Injection Molding | Traditional Injection Molding |
|---|---|---|
| Starting material | Liquid components | Solid pellets |
| Process | Chemical reaction | Melting and cooling |
| Cycle time | 2–10 minutes | 10–60 seconds |
| Tooling cost | Lower | Higher |
| Part complexity | Very high; handles undercuts easily | High, but complex features add cost |
| Material range | Polyurethanes, epoxies, polyurea | Thermoplastics (ABS, PC, PP, etc.) |
| Small-batch viability | Excellent | Poor |
| Wall thickness | Can vary significantly | Best with uniform thickness |
A real-world comparison: an automotive supplier needed 500 instrument panel components with integrated soft-touch surfaces. Traditional injection molding would require a $80,000 mold and produce 10,000 units minimum to be cost-effective. RIM used a $25,000 aluminum mold and produced exactly 500 units—with integrated soft-touch achieved through material formulation, not secondary assembly.
Where Is RIM Used?
Automotive Industry
Bumpers and fascia benefit from polyurethane’s impact absorption. RIM produces these parts with integrated features—mounting points, sensor housings—in one shot.
Interior components like dashboards, armrests, and door panels use RIM for soft-touch surfaces and complex ergonomic shapes. The ability to adjust durometer in the same mold allows hard structural bases with soft outer layers.
Aerospace Industry
Tooling and fixtures often use epoxy-based RIM for high strength and dimensional stability. The process creates lightweight, rigid components that withstand harsh shop floor conditions.
Interior components like ducting, trim, and panels benefit from RIM’s ability to produce complex shapes without assembly joints.
Medical Industry
Device housings require cleanability, biocompatibility, and often complex internal features. RIM delivers all three.
Surgical instrument handles use polyurethane for ergonomic grip and durability. Material formulation can include antimicrobial additives.
Industrial Equipment
Protective housings for electronics, sensors, and controls use RIM for durability and design flexibility.
Custom fixtures for manufacturing lines leverage RIM’s small-batch economics and complex geometry capabilities.
What Are the Limitations?
Cycle Time
RIM cycles are longer than traditional injection molding—2–10 minutes vs. 10–60 seconds. For extremely high volumes, this matters. For small to medium batches, the difference is often acceptable given the other advantages.
Material Selection
The material range is narrower. RIM excels with polyurethanes, epoxies, and polyurea. Thermoplastics require traditional injection molding.
Reaction Control
The chemical reaction requires precise control. Temperature, mix ratio, and injection timing all affect final properties. Process expertise matters more than with thermoplastics.
Initial Equipment Investment
While tooling costs are lower, RIM processing equipment represents a significant investment. Companies already equipped for thermoplastic molding must weigh the cost of adding RIM capability.
Yigu Technology's Perspective
At Yigu Technology, we see RIM as a critical tool in our manufacturing portfolio. It fills the gap between prototyping and high-volume production—a space where many of our clients operate.
When clients bring designs with complex geometries or need small production runs, RIM often provides the ideal solution. The ability to adjust material properties without changing tooling gives us flexibility that traditional processes cannot match.
We’ve used RIM for automotive interior components, medical device housings, and custom industrial parts. In each case, the process delivered parts that met functional requirements while keeping development costs manageable.
For clients exploring new products or niche markets, RIM offers a path to production that traditional injection molding cannot economically support.
Conclusion
Reactive injection molding enables a different approach to manufacturing—one built on flexibility rather than massive scale. By starting with liquid components that react inside the mold, RIM delivers complex parts with tailored properties in cycles that support rapid iteration.
For adaptive manufacturing, RIM provides the tools needed to respond to changing demands. Customize material properties without retooling. Produce small batches economically. Iterate designs quickly. These capabilities matter in markets where speed and flexibility separate winners from laggards.
Understanding RIM means recognizing that the best manufacturing process isn’t always the fastest cycle time or the lowest per-part cost at infinite scale. Sometimes, it’s the process that lets you adapt when everything else changes.
FAQ
What is the difference between RIM and traditional injection molding?
RIM starts with liquid components that react chemically inside the mold to form a solid. Traditional injection molding melts solid plastic pellets and injects them into a mold, where they cool and solidify. RIM offers lower tooling costs, better small-batch economics, and handles complex geometries more easily. Traditional injection molding delivers faster cycle times and is better suited for very high volumes.
What materials can be used in reactive injection molding?
The most common materials are polyurethanes, epoxies, and polyurea. Each offers different properties—polyurethanes for flexibility and impact resistance, epoxies for strength and chemical resistance, polyurea for fast curing and tear strength. Fillers and reinforcements can be added to enhance specific characteristics.
Is RIM suitable for small-batch production?
Yes. RIM tooling costs are significantly lower than traditional injection molding, making small batches economically viable. Production runs of 10 to 1,000 units are common. For extremely high volumes (100,000+ units), traditional injection molding may offer lower per-part costs.
How does RIM enable product customization?
RIM allows customization in two ways. First, adjusting the formulation of reactive components changes material properties—hardness, flexibility, density—without changing the mold. Second, the liquid material flows easily into complex geometries, enabling unique shapes that would require multiple parts or complex tooling in other processes.
What industries use reactive injection molding most?
Automotive for bumpers, interior components, and soft-touch surfaces. Aerospace for tooling, fixtures, and interior parts. Medical for device housings and instrument handles. Industrial equipment for protective housings and custom fixtures. Any industry requiring complex shapes, small batches, or tailored material properties benefits from RIM.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology, we bring reactive injection molding expertise to custom manufacturing projects across industries. Our team understands material formulations, process control, and design optimization for RIM applications. Whether you need prototypes, small-batch production, or complex geometries that other processes cannot handle, we deliver quality and consistency. Contact us today to discuss your project requirements.