Introduction
Imagine printing a part that's strong enough to replace a metal bracket in a car, flexible enough to snap into place without breaking, and complex enough to have internal channels that would be impossible to machine. That's what SLS nylon 3D printing delivers. SLS stands for Selective Laser Sintering, and nylon is the material that makes this technology so versatile. Unlike the plastic filament printers you might have seen, SLS uses fine nylon powder and high-powered lasers to create functional parts ready for real-world use. In this article, we'll explore everything you need to know about SLS nylon 3D printing—how it works, why nylon is special, where it's used, and how it compares to other 3D printing methods.
How Does SLS Nylon 3D Printing Work?
The Basic Principle Explained
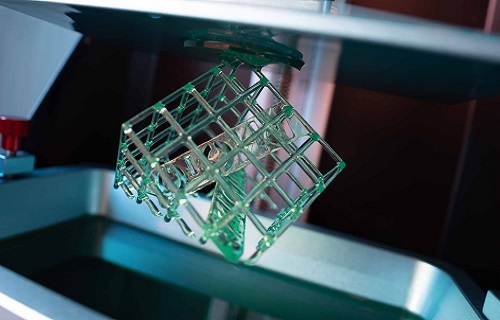
SLS printing builds objects from powder using heat and light. Think of it like baking a cake layer by layer, but instead of batter, you're using nylon powder. A laser beam traces the shape of each layer, fusing powder particles together. When one layer finishes, fresh powder spreads over the top, and the process repeats until your object emerges from the powder bed.
The key insight? The unsintered powder surrounding your part acts as natural support. This means you can print overhangs, internal cavities, and complex geometries without designing and removing support structures.
Step-by-Step Through the Process
Step 1: Design Your Model
Start with 3D modeling software like SolidWorks, Fusion 360, or Blender. Create your part with all its features—holes, curves, internal channels. Save the file as an STL format, which describes the surface geometry.
Step 2: Prepare the File
Import your STL into slicing software like Materialise Magics or printer-specific tools. The software:
- Orients your part for optimal printing
- Adds any needed features (like drainage holes for trapped powder)
- Slices the model into thin layers (typically 0.08-0.15mm thick)
- Generates instructions for the laser
Step 3: Load the Printer
Fill the machine with nylon powder. The printer heats the entire build chamber to just below the nylon's melting point—usually around 160-180°C. This pre-heating reduces the laser power needed and prevents warping.
Step 4: Print Layer by Layer
The printer spreads a thin powder layer. The laser scans the first cross-section, fusing powder exactly where your part will be. The platform lowers by one layer height. Fresh powder spreads. The laser scans the next layer, bonding it to the one below. Repeat hundreds or thousands of times.
Step 5: Cool Down
After printing finishes, the entire powder block must cool slowly. Rushing this causes warping. Cooling can take 12-24 hours for large jobs.
Step 6: Remove and Clean
Workers dig your parts out of the powder block. Compressed air or bead blasting removes loose powder. That excess powder gets recycled—with up to 95% recovery rate for future prints.
Step 7: Post-Process (Optional)
Depending on your needs, parts might be:
- Media tumbled for smoother surfaces
- Dyed in various colors
- Coated for special properties
- Machined for tight tolerances
Why Nylon for SLS Printing?
Nylon's Remarkable Properties
Nylon, also called polyamide, dominates SLS printing for good reason. Its combination of properties makes it ideal for functional parts:
Mechanical Strength: SLS nylon parts achieve tensile strength of 40-60 MPa—comparable to injection-molded plastics. This means they can handle real mechanical loads. A printed bracket can hold weight. A printed gear can transmit power.
Impact Resistance: Unlike brittle resins, nylon absorbs impact without shattering. Drop a nylon part, and it likely survives. This toughness comes from the material's molecular structure, which allows energy absorption.
Flexibility: Nylon has some give. Parts can snap into place, flex under load, and return to shape. This elasticity prevents cracking under stress.
Wear Resistance: Nylon surfaces resist abrasion. Printed gears run against each other without wearing down quickly. Bushings and bearings work longer.
Chemical Resistance: Nylon withstands many oils, solvents, and fuels. Automotive parts survive under-hood exposure. Industrial components resist chemical attack.
Fatigue Resistance: Nylon handles repeated loading. Hinges open and close thousands of times. Clips engage and release repeatedly.
Nylon Material Grades
Not all nylon is the same. Different formulations serve different needs:
| Material | Key Properties | Best Applications |
|---|---|---|
| Nylon 12 | Balanced strength, flexibility, chemical resistance | General-purpose parts, housings, brackets |
| Nylon 11 | Higher flexibility, better impact resistance | Snap-fit components, living hinges |
| Glass-Filled Nylon | Increased stiffness, heat resistance | Structural parts, under-hood automotive |
| Flame-Retardant Nylon | Self-extinguishing, meets safety standards | Electronics enclosures, aerospace interiors |
| Carbon-Fiber Nylon | Maximum stiffness, lightweight | High-performance applications, drone frames |
| Black Nylon | UV-resistant, aesthetic | Outdoor use, consumer products |
Material Comparison with Other 3D Printing Materials
| Property | SLS Nylon | FDM PLA | SLA Resin | Metal (SLM) |
|---|---|---|---|---|
| Tensile Strength | 40-60 MPa | 30-50 MPa | 30-60 MPa | 500-1200 MPa |
| Elongation at Break | 10-40% | 5-10% | 5-15% | 5-20% |
| Heat Deflection | 150-180°C | 50-60°C | 50-150°C | 500-1000°C |
| Cost per kg | $50-100 | $20-30 | $50-150 | $100-500 |
| Density | 1.0-1.2 g/cm³ | 1.2-1.4 g/cm³ | 1.1-1.3 g/cm³ | 4-8 g/cm³ |
What Are the Key Advantages of SLS Nylon?
Design Freedom Like No Other
Because powder supports everything, you can design features impossible with other methods:
Internal channels: Coolant passages, air flow paths, or lightweighting cavities that would be impossible to drill or mold
Interlocking parts: Assemblies printed as single pieces, with moving parts already in place—hinges, gears, ball joints
Organic shapes: Ergonomically optimized handles, biologically inspired structures, complex curves
Thin walls: Down to 0.5-0.8mm thick, saving material and weight
Textured surfaces: Directly printed patterns for grip or aesthetics
No Support Structures Required
This single advantage changes everything. With FDM or SLA, supports mean:
- Extra material cost
- Additional print time
- Post-processing to remove them
- Surface damage where supports attached
- Design limitations to make supports removable
SLS eliminates all these concerns. The powder holds up overhangs, internal features, and delicate details perfectly.
Material Efficiency
Unused powder gets recycled. After printing, workers sift the loose powder to remove any partially sintered particles. Fresh powder mixes with the recovered material, typically at ratios around 50/50. This means material waste approaches zero, unlike machining where 90% of the original block might end up as chips.
Production-Ready Parts
SLS nylon parts aren't just prototypes. They're functional components that can:
- Replace injection-molded parts in many applications
- Withstand production environments
- Meet engineering specifications
- Last for years in service
Example: A manufacturer needed custom cable management clips for industrial equipment. Traditional injection molding would cost $15,000 in tooling and take 8 weeks. SLS nylon printing produced 500 clips in 3 days for $800. The clips worked perfectly and are still in service two years later.
Isotropy (Strength in All Directions)
FDM parts are weak between layers because layer lines create stress concentration points. SLS parts are nearly isotropic—similar strength in all directions. The sintering process creates continuous material throughout the part. This matters for components loaded from multiple angles.
Where Is SLS Nylon 3D Printing Used?
Automotive Applications
Car makers love SLS nylon for both prototyping and production:
Under-hood components: Air intake ducts, fluid reservoirs, bracket systems that withstand heat and chemical exposure
Interior parts: Custom vents, trim pieces, bezels that match vehicle aesthetics
Assembly tools: Jigs and fixtures that hold parts during manufacturing, printed overnight for immediate use
Replacement parts: Classic car components no longer available, printed on demand
Example: A racing team needed lightweight, aerodynamic mirror housings for their competition car. Traditional carbon fiber fabrication took weeks per iteration. SLS nylon let them test five designs in one week, settling on an optimized shape that saved 200 grams per mirror.
Aerospace Applications
Weight matters enormously in aerospace. Every gram saved reduces fuel costs over the aircraft's life:
Ducting: Complex air flow paths with optimized internal geometries impossible to mold
Brackets: Organic shapes minimizing material while meeting strength requirements
Cabin components: Seat parts, overhead bin latches, air vents customized for specific aircraft
Tooling: Composite layup tools printed quickly for prototyping
Example: A satellite manufacturer needed antenna brackets that could withstand launch vibration while minimizing weight. SLS nylon brackets achieved 40% weight savings over machined aluminum with equivalent strength.
Medical Applications
SLS nylon's biocompatibility and sterilizability open medical opportunities:
Surgical guides: Patient-specific tools that fit exactly on bone, guiding cuts and drill placements
Prosthetic sockets: Custom-fit to residual limbs, lighter and more comfortable than traditional materials
Orthotics: Foot and ankle supports tailored to individual biomechanics
Medical device housings: Enclosures that withstand cleaning and sterilization
Example: A hospital needed custom surgical guides for a complex pediatric facial reconstruction. Traditional manufacturing would take weeks—too long for a child's growing anatomy. SLS nylon guides printed overnight, the surgery succeeded, and the child recovered beautifully.
Industrial Manufacturing
Factories use SLS nylon for endless applications:
End-of-arm tooling: Robot grippers customized for specific parts, with integrated sensors and air channels
Conveyor components: Guides, rollers, and wear strips that replace metal parts at lower cost
Custom enclosures: Housings for sensors, controllers, and displays
Spare parts: Components for aging machinery, printed on demand instead of warehoused
Example: A packaging line kept jamming because standard guide rails couldn't handle irregular product shapes. Custom SLS nylon guides printed in two days solved the problem permanently. Downtime dropped from hours per week to zero.
Consumer Products
From sporting goods to electronics, SLS nylon appears everywhere:
Drone frames: Lightweight, durable structures surviving crashes that would break carbon fiber
Camera rigs: Custom mounts and brackets for professional photography
Sporting equipment: Bike components, climbing gear, kayak parts
Cosplay and props: Detailed costume pieces that withstand convention wear
Example: A photographer needed a custom cage for their camera to hold accessories in specific positions. No commercial product existed. SLS nylon printed the exact design overnight, enabling shots impossible with standard gear.
How Does SLS Nylon Compare to Other Technologies?
SLS vs. FDM (Fused Deposition Modeling)
| Factor | SLS Nylon | FDM |
|---|---|---|
| Surface Finish | Slightly grainy, matte | Visible layer lines |
| Strength | Uniform in all directions | Weaker between layers |
| Complexity | Excellent for internal features | Limited by support removal |
| Material Options | Nylons and composites | Wide range of filaments |
| Equipment Cost | $10,000-500,000+ | $200-10,000 |
| Part Cost | Higher per part for simple items | Lower for simple items |
When to choose SLS: You need strength, complex internal features, or no support structures
When to choose FDM: You need low cost, large size, or specific filament materials
SLS vs. SLA (Stereolithography)
| Factor | SLS Nylon | SLA |
|---|---|---|
| Surface Finish | Matte, slightly rough | Smooth, glossy |
| Material Properties | Tough, durable | Brittle typically |
| Support Structures | None needed | Required, leave marks |
| Accuracy | Good (±0.1-0.3mm) | Excellent (±0.05-0.1mm) |
| Applications | Functional parts | Visual models, jewelry |
When to choose SLS: You need functional, durable parts
When to choose SLA: You need visual perfection or extremely fine details
SLS vs. Injection Molding
| Factor | SLS Nylon | Injection Molding |
|---|---|---|
| Setup Cost | Low (digital files only) | High ($5,000-50,000 tooling) |
| Per-Part Cost (low volume) | $10-100 | $100-1,000+ |
| Per-Part Cost (high volume) | $10-100 | $0.50-5 |
| Lead Time | Days | Weeks to months |
| Design Changes | Free, instant | Expensive, slow |
When to choose SLS: Volumes under 1,000 pieces, complex geometries, design iterations
When to choose injection molding: Volumes over 10,000 pieces, simple geometries, lowest possible per-part cost
What Are the Limitations?
Surface Finish
SLS parts have a characteristic slightly rough texture. The surface comes from partially melted powder particles adhering to surfaces. For many applications, this is acceptable or even desirable (it holds paint well). But for consumer products with aesthetic requirements, additional finishing steps may be needed.
Finishing options:
- Media tumbling: Parts vibrate with abrasive media for 1-4 hours
- Sanding: Manual work starting at 400 grit, progressing to 1000+
- Primer and paint: Fills surface texture for smooth finish
- Vapor smoothing: Chemical exposure melts surface layer slightly
Accuracy Limitations
SLS typically achieves tolerances of ±0.1-0.3mm for most features. This is excellent for many applications but insufficient for precision mating surfaces. For tight tolerances, you may need:
- Machining critical features after printing
- Design adjustments accounting for expected shrinkage
- Test prints to dial in specific dimensions
Powder Handling Challenges
Working with fine nylon powder requires care. It can become airborne, creating inhalation risks. Proper ventilation and personal protective equipment matter. Some materials require dry storage—nylon absorbs moisture from air, which affects printing quality.
Equipment Investment
Industrial SLS printers cost significantly more than desktop FDM machines. Entry-level systems start around $10,000-20,000, but production-ready machines run $50,000-500,000. The powder handling and recycling systems add complexity and cost.
For companies without this capital, service bureaus like Yigu Technology offer access without the investment. We handle the equipment, materials, and expertise, delivering finished parts on demand.
How Do You Design for SLS Nylon?
General Guidelines
Successful SLS designs follow certain principles:
Wall thickness: Maintain minimum 0.8-1.0mm for thin walls. Thinner sections may break during handling or fail in use.
Holes: Design holes slightly undersized if you'll drill or tap them after printing. Printed holes shrink slightly during cooling.
Clearance for moving parts: For assemblies with moving components, leave 0.3-0.5mm clearance between parts.
Escape holes: For trapped powder inside hollow areas, include 3-5mm holes for powder removal. Otherwise, powder remains inside forever.
Text: Raised text prints better than recessed. Minimum feature size: 0.5mm line width, 1.0mm height.
Avoiding Common Problems
Warping: Large flat areas can curl during cooling. Add ribs or break up large surfaces with features.
Thin sections: Very thin features may break during powder removal. Reinforce with fillets where possible.
Sharp corners: Stress concentrates at corners. Add radii (minimum 1mm) to improve strength.
Overhangs: While SLS handles overhangs well, very steep angles (under 30 degrees from horizontal) may need special consideration.
What Post-Processing Options Exist?
Surface Finishing
- As-printed: The standard matte finish works for many applications
- Media blasting: Glass bead or ceramic media smooths surface
- Tumbling: Vibratory tumblers with media improve feel
- Sanding: Progressive grits achieve smooth surface
- Primer and paint: Creates uniform appearance, fills texture
Coloring
SLS nylon naturally comes in white, gray, or black depending on material. Options for color:
- Dyeing: Parts absorb dye like fabric, achieving consistent color throughout
- Painting: Surface color only, with primer recommended for best results
- Color blending: Some materials come pre-colored
Functional Coatings
- Electroless plating: Adds metallic appearance and surface conductivity
- Silicone coating: Creates soft-touch feel
- Anti-static coating: Prevents static buildup
- UV protection: Extends outdoor life
Secondary Operations
- Machining: Achieve tight tolerances on critical features
- Tapping: Add threads for assembly
- Bonding: Join multiple printed parts with adhesives
- Insert installation: Add metal threaded inserts for strength
Conclusion
SLS nylon 3D printing represents the sweet spot for functional parts. It combines design freedom (no supports needed), material properties (tough, durable nylon), and production capability (parts that actually work). From automotive brackets to medical guides to drone frames, SLS nylon delivers. While surface finish and accuracy have limitations, post-processing addresses most needs. At Yigu Technology, we've helped countless clients discover the power of SLS nylon for their projects. Whether you need one prototype or a thousand production parts, this technology delivers.
FAQs
How strong are SLS nylon parts?
Typical SLS nylon achieves 40-60 MPa tensile strength—comparable to injection-molded plastics. Glass-filled versions reach higher stiffness. Parts can replace metal in many applications, especially where weight matters.
Can SLS nylon parts be used outdoors?
Standard nylon absorbs moisture and UV degrades it over time. For outdoor use, choose UV-stabilized black nylon or apply protective coatings. With proper material selection, parts last years outdoors.
What colors are available?
Natural SLS nylon comes in white, gray, or black. After printing, parts can be dyed any color. Dye penetrates the material, so scratches don't reveal different colors underneath.
How accurate is SLS printing?
Typical tolerances range from ±0.1-0.3mm for most features. Accuracy depends on part size, geometry, and material. For critical dimensions, design slightly oversized and machine after printing.
Is SLS nylon expensive?
Equipment costs are high, but per-part costs compare favorably to other methods for complex geometries. Through services like Yigu Technology, a small nylon part might cost $10-50. For production runs, SLS often beats machining for complex parts.
Contact Yigu Technology for Custom Manufacturing
Ready to explore SLS nylon 3D printing for your next project? At Yigu Technology, we combine years of additive manufacturing expertise with industrial-grade equipment. Our team helps you select the right nylon material, optimize designs for printing, and deliver quality parts on schedule. Whether you need prototypes for testing or production runs of custom components, we provide professional service and competitive pricing. Contact us today to discuss your requirements. We'll guide you through the possibilities and show you how SLS nylon 3D printing can solve your manufacturing challenges.