Introduction
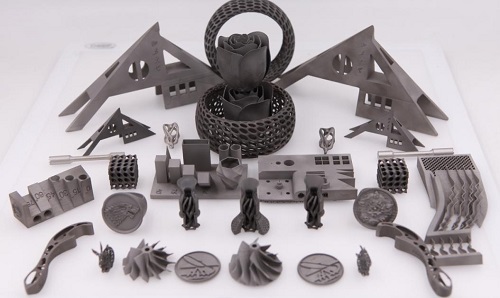
Imagine a 3D printer that can create strong, functional parts without any support structures—complex geometries, internal channels, moving assemblies, all printed in one piece. That is SLS 3D printing. Short for Selective Laser Sintering, this technology uses a high-power laser to fuse powder particles into solid objects, layer by layer. Unlike FDM which extrudes plastic or SLA which cures resin, SLS works with powders—nylon, composites, even metals—producing durable parts ready for real-world use. From aerospace brackets that must withstand extreme forces to custom medical devices that fit patients perfectly, SLS is transforming manufacturing. This guide explores what SLS is, how it works, its advantages over other technologies, and what you need to know to use it effectively.
What Is SLS 3D Printing?
Definition and Basic Concept
Selective Laser Sintering (SLS) is a powder-bed fusion additive manufacturing process. It uses a high-power laser to selectively fuse powdered material—typically nylon—layer by layer, based on a digital 3D model.
The technology was developed by Dr. Carl Deckard at the University of Texas at Austin in 1989. Since then, it has become one of the most important 3D printing technologies for functional parts and production.
Key characteristics:
- No support structures needed: Unsintered powder supports overhangs
- Strong, durable parts: Ideal for functional applications
- Complex geometries: Internal channels, lattices, moving assemblies
- Wide material range: Polymers, metals, ceramics, composites
Where SLS Fits in 3D Printing
| Technology | Materials | Strengths | Best For |
|---|---|---|---|
| FDM | Thermoplastics (PLA, ABS) | Low cost, large parts | Prototypes, hobbyist projects |
| SLA | Photopolymer resins | High detail, smooth finish | Jewelry, dental models, visual prototypes |
| SLS | Nylon, composites, metals | Durable parts, no supports, complex geometries | Functional prototypes, end-use parts |
| SLM/DMLS | Metal powders | High strength, fully dense | Aerospace, medical implants |
SLS stands out for its unique combination of:
- Material properties: Engineering-grade polymers like nylon
- Design freedom: No supports means unlimited geometry
- Functionality: Parts can be used immediately
How Does SLS 3D Printing Work?
The Principle: Powder Bed Fusion
SLS is based on powder bed fusion. A thin layer of powder is spread across a build platform. A laser selectively heats the powder, sintering (fusing) particles together. The platform lowers, a new layer of powder is spread, and the process repeats.
The sintering occurs at a molecular level—heat causes powder particles to bond without fully melting. This creates solid structures from loose powder.
Key factors:
- Laser energy: Carefully controlled to sinter without over-melting
- Temperature: Powder bed is pre-heated just below melting point
- Layer thickness: Typically 0.05–0.2 mm
Step-by-Step Process
Step 1: Data Preparation
A 3D model is created in CAD software and saved in STL format. Slicing software divides the model into thin layers (0.05–0.2 mm) and generates G-code instructions for the printer.
Step 2: Printer Setup and Powder Loading
The build chamber is filled with powder (e.g., nylon). The chamber is pre-heated to just below the powder's melting point—typically 180–200°C for polyamide—to reduce thermal stress and improve part quality.
Step 3: Printing Process
Powder Spreading: A recoater spreads a thin, even layer of powder across the build platform.
Laser Scanning: The high-power laser scans the powder, sintering it in areas corresponding to the layer's cross-section. Laser power, scanning speed, and beam diameter are adjusted based on material and desired properties.
Layer by Layer Building: After each layer, the platform lowers by one layer thickness, a new powder layer is spread, and the laser sinters the next layer, bonding it to the previous one.
Step 4: Post-Processing
The printed part is embedded in unsintered powder:
- Powder removal: Excess powder is removed with compressed air or brushing
- Further processing: Heat treatment, sandblasting, vapor smoothing, painting as needed
What Materials Can Be Used in SLS?
| Material | Properties | Typical Applications |
|---|---|---|
| Nylon 12 (PA12) | Strong, durable, chemical resistant, good fatigue resistance | Functional prototypes, end-use parts, housings |
| Nylon 11 (PA11) | More flexible, higher impact resistance | Living hinges, snap-fit designs, sports equipment |
| Glass-filled Nylon | Stiff, heat resistant, dimensionally stable | Structural components, automotive under-hood parts |
| Carbon-fiber filled | Very stiff, lightweight | Aerospace brackets, high-performance parts |
| TPU (Flexible) | Rubber-like elasticity, durable | Gaskets, seals, soft-touch components |
| Alumide (Aluminum-filled) | Metallic appearance, good stiffness | Cosmetic parts, heat-resistant applications |
| Metal powders | High strength, heat resistant | Aerospace, medical, industrial (requires higher-power systems) |
| Ceramic powders | High-temperature resistance | Foundry cores, investment casting patterns |
Nylon 12 (PA12)
The workhorse of SLS. Excellent balance of strength, flexibility, and chemical resistance. Used for functional prototypes and production parts across industries.
Nylon 11 (PA11)
More flexible and impact-resistant than PA12. Better elongation before break. Ideal for living hinges, snap-fit designs, and parts that must withstand repeated stress.
Glass-Filled Nylon
Glass fibers (30–40%) added for stiffness and heat resistance. Less flexible than unfilled nylon, but much stronger and more dimensionally stable. Used for structural components.
Carbon-Fiber Filled
Carbon fibers add exceptional stiffness and low weight. Parts approach aluminum-like rigidity at fraction of weight. Used in aerospace and high-performance applications.
TPU (Thermoplastic Polyurethane)
Flexible, rubber-like material. Elongation at break up to 200%. Returns to shape after deformation. Used for gaskets, seals, soft-touch components.
How Does SLS Compare to Other 3D Printing Technologies?
SLS vs. FDM
| Aspect | SLS | FDM |
|---|---|---|
| Materials | Wide range—nylon, composites, metals | Thermoplastic filaments (PLA, ABS, PETG) |
| Precision | ±0.2 mm typical | ±0.3–0.5 mm typical (consumer) |
| Speed | Slow—10–20 hours for medium part | Faster for simple geometries |
| Cost | High equipment cost, good material utilization | Low equipment cost, low material cost |
| Surface quality | Granular, may need post-processing | Visible layer lines, rough finish |
| Support structures | None—unsintered powder supports | Required for overhangs |
| Best for | Functional parts, complex geometries | Prototypes, large parts, low cost |
SLS vs. SLA
| Aspect | SLS | SLA |
|---|---|---|
| Materials | Nylon, composites, metals | Photopolymer resins |
| Precision | ±0.2 mm | ±0.05–0.1 mm |
| Surface finish | Granular | Smooth, glossy |
| Strength | High—durable, functional | Moderate, can be brittle |
| Supports | None | Required |
| Post-processing | Powder removal, media blasting | Cleaning, curing, support removal |
| Best for | Functional parts, end-use | High-detail models, jewelry, dental |
SLS vs. SLM/DMLS
| Aspect | SLS | SLM/DMLS |
|---|---|---|
| Materials | Polymers, some metals | Metals only (titanium, steel, aluminum) |
| Temperature | Moderate (200°C) | High (1000°C+) |
| Density | Good, but porous | >99%, fully dense |
| Strength | Good | Excellent |
| Cost | High | Very high |
| Best for | Functional polymer parts | Metal production parts |
What Are the Advantages of SLS?
No Support Structures
This is the killer feature. Because unsintered powder surrounds the part, overhangs, internal cavities, and complex geometries are automatically supported. No need to design and remove supports. No surface damage from support removal. Complete design freedom.
Excellent Mechanical Properties
SLS nylon parts are strong, durable, and resistant to heat and chemicals. Layer bonding is excellent—parts are nearly isotropic, meaning strength is consistent in all directions. Unlike FDM, which can delaminate, SLS parts behave like molded components.
Complex Geometries
Internal channels, lattice structures, organic shapes—all possible. Design for function, not manufacturability. Conformal cooling channels in molds. Lightweight aerospace brackets. Medical implants with porous surfaces for bone ingrowth.
Functional Parts
SLS produces end-use parts, not just prototypes. Production runs of hundreds or thousands are common. No tooling means economical small batches. Design changes cost nothing—just modify the file.
Material Efficiency
Unused powder recycles. Recovery rates of 50–95% are typical. Waste is minimal compared to machining. For expensive materials, this matters enormously.
Wide Material Range
From standard nylon to glass-filled, carbon-fiber reinforced, flexible TPU, and even metals—SLS offers versatility for diverse applications.
What Are the Limitations?
Surface Finish
As-printed surfaces are slightly rough and grainy—like fine sandpaper. Media blasting improves finish but may not match SLA smoothness. For cosmetic parts, post-processing may be needed.
Detail Resolution
Minimum feature size is around 0.3–0.5 mm. Fine details like small text or intricate patterns may not resolve as well as SLA.
Equipment Cost
Industrial SLS systems cost $100,000–$700,000+ . Entry-level "desktop" SLS printers exist but have limited build volumes and capabilities.
Material Cost
Nylon powders cost $50–$100 per kg—more than FDM filament but less than metal powders. Specialty materials cost more.
Post-Processing
Parts must be separated from the powder cake. Powder removal can be messy. Media blasting or tumbling is often required for good surface finish.
Thermal Degradation
Powder left in the heated chamber degrades over time. Fresh powder must be mixed with used powder at controlled ratios. Process management requires attention.
How Can You Improve Surface Quality?
Post-Processing Methods
Sandblasting: Removes loose powder particles and smooths rough texture.
Vapor smoothing: Exposing polymer parts to solvent vapor melts surface layer slightly, filling gaps between sintered particles. Results in smoother, sometimes glossy finish.
Chemical treatment: Modifies surface properties and improves smoothness.
Painting/coating: Adds protective or aesthetic finish.
Process Optimization
Adjusting printing parameters during SLS can reduce surface roughness:
- Laser power: Optimize for material
- Scanning speed: Slower speeds can produce smoother surfaces
- Layer thickness: Thinner layers improve detail
Where Is SLS Used?
Aerospace
- Lightweight brackets and structural components
- Ducting for environmental systems
- Custom tooling for composite layup
- Replacement parts for legacy aircraft
Impact: Weight reduction of 30–50% compared to machined parts.
Automotive
- Functional prototypes for testing
- Ductwork and air management components
- Brackets and housings
- Small-batch production parts
Real-world example: A manufacturer needed 100 complex air ducts. Traditional tooling: $30,000, 8 weeks. SLS: $4,000, 1 week.
Healthcare
- Custom surgical guides
- Anatomical models for planning
- Prosthetic sockets
- Orthotic devices
Impact: A study found SLS-printed surgical guides reduced surgery time by 25% .
Industrial Manufacturing
- Jigs and fixtures
- End-of-arm tooling for robots
- Replacement parts for machinery
- Custom manufacturing aids
Consumer Goods
- Custom eyewear frames
- Sporting goods
- Protective cases
- Fashion accessories
How Does Yigu Technology View SLS?
As a non-standard plastic and metal products custom supplier, Yigu Technology values SLS for its unique capabilities.
Our Experience
Automotive client: Needed complex air ducts for a prototype vehicle. Traditional fabrication would require molding—too slow, too expensive. We printed all ducts in nylon using SLS. Parts tested successfully. Design iterations happened weekly.
Medical device company: Required custom surgical guides for a new procedure. Each guide patient-specific, each needed quickly. SLS printed them in durable nylon. Surgeons reported perfect fit, reduced surgery time.
Industrial manufacturer: Needed replacement parts for aging machinery—no longer available. We scanned worn parts, printed new ones in glass-filled nylon. Machine back in service within days.
Our Capabilities
- Industrial SLS systems for large build volumes
- Multiple materials: nylon, glass-filled, TPU
- Consistent quality for production runs
- Fast turnaround
Quality Commitment
- Process validation
- Material traceability
- Inspection protocols
- Documentation when needed
Conclusion
SLS 3D printing occupies a unique space in additive manufacturing. It offers the strength and durability of engineering thermoplastics with design freedom that powder bed fusion provides—all without the constraints of support structures.
Key advantages:
- No supports: Unlimited geometric complexity
- Functional parts: Withstand real-world use
- Material efficiency: Powder recycling
- Cost-effective for small batches: No tooling
- Excellent mechanical properties: Approaching molded parts
Limitations exist—surface finish, detail resolution, equipment cost. But for the right applications, SLS is unmatched.
Industries from aerospace to automotive to medical rely on SLS for prototypes, production parts, and everything in between. As technology advances, systems become more affordable and materials expand.
For designers and engineers, understanding SLS means adding a powerful tool to your manufacturing toolkit. When you need strength, complexity, and functionality, SLS delivers.
Frequently Asked Questions
Q1: What types of materials can be used in SLS 3D printing?
Common materials include nylon (PA12, PA11), glass-filled nylon, carbon-fiber filled nylon, TPU (flexible), and specialty composites. Metal and ceramic powders are also used in industrial systems. Each offers different properties for different applications.
Q2: Is SLS 3D printing suitable for large-scale production?
For mid-scale production of complex parts (hundreds to thousands), SLS can be cost-effective—no tooling, quick iteration. For extremely high volumes (millions) of simple parts, traditional methods remain more economical. The breakeven point depends on part complexity.
Q3: How can I improve the surface quality of SLS 3D printed parts?
Methods include:
- Sandblasting: Removes loose powder, smooths texture
- Vapor smoothing: Solvent vapor melts surface layer for smoother finish
- Chemical treatment: Modifies surface properties
- Painting/coating: Adds protective or aesthetic finish
- Process optimization: Adjust laser power, speed, layer thickness
Q4: How strong are SLS printed parts?
SLS nylon parts have excellent strength—tensile strength of 40–50 MPa for standard nylon, higher for filled materials. Parts are nearly isotropic, meaning strength is consistent in all directions. They withstand stress, wear, and moderate heat.
Q5: Do SLS parts need post-processing?
Yes. Parts must be separated from the powder cake and cleaned. Media blasting is common for surface finish. Dyeing, painting, or coating may be needed for appearance or functionality. For some applications, as-printed finish is acceptable.
Q6: What's the difference between SLS and MJF (Multi Jet Fusion)?
Both are powder-based nylon printing technologies. SLS uses a laser to sinter powder. MJF uses a fusing agent and detailing agent, then heats the entire layer with infrared lamps. MJF can be faster for some geometries and may offer better surface finish. Both produce excellent functional parts.
Q7: What's the typical lead time for SLS printed parts?
Lead time depends on part size and complexity:
- Simple parts: 1–3 days
- Complex parts: 3–7 days
- Production runs: 1–2 weeks depending on quantity
Contact Yigu Technology for Custom Manufacturing
Ready to explore SLS 3D printing for your next project? At Yigu Technology, we combine SLS expertise with broader manufacturing capabilities. Our team helps you select the right materials, optimize designs for printability, and deliver quality parts on schedule.
Visit our website to see our capabilities. Contact us today for a free consultation and quote. Let's bring your complex designs to life.