Introduction
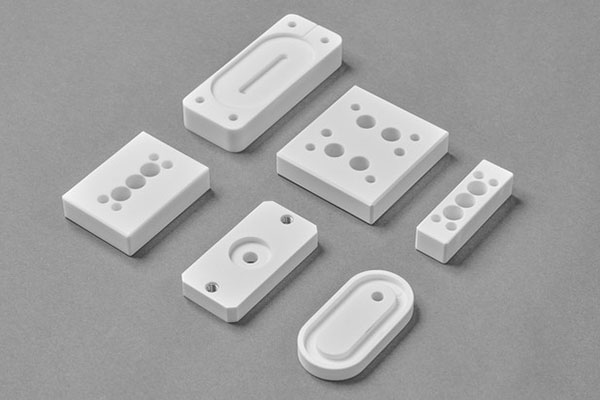
PBT might not have the fame of PEEK or the ubiquity of ABS, but it quietly powers much of the modern world. Look inside a car’s engine bay. Open an electrical panel. Take apart a smartphone charger. You will find PBT—Polybutylene Terephthalate—in sensor housings, connectors, and structural components.
What makes PBT valuable is its balance. It offers good strength, respectable heat resistance, and excellent electrical insulation. It resists oils and solvents. Many grades are inherently flame-retardant. But machining it requires understanding its quirks.
Unfilled PBT is forgiving but heat-sensitive. Glass-filled PBT is strong but abrasive. Get the parameters wrong, and you will see melted edges, fiber pull-out, or rapid tool wear.
At Yigu Technology, we have machined PBT for automotive, electrical, and industrial clients. This guide shares what we have learned about getting consistent, high-quality results from this versatile material.
What Makes PBT Unique?
A Thermoplastic Polyester with Balance
PBT is a thermoplastic polyester. It shares chemical family ties with PET (the stuff of water bottles) but offers better dimensional stability and faster crystallization. This makes it more suitable for precision machining.
The material comes in two main forms:
- Unfilled PBT: Softer, easier to machine, good for general-purpose parts
- Glass-filled PBT: 10–30% glass fibers added for strength and stiffness
The glass fibers change everything. They boost mechanical properties but make the material abrasive and more brittle.
Key Mechanical Properties
| Property | Unfilled PBT | 30% Glass-Filled PBT |
|---|---|---|
| Tensile Strength | 50–60 MPa | 80–120 MPa |
| Flexural Modulus | 2000–3000 MPa | 5000–9000 MPa |
| Impact Resistance | 2–5 kJ/m² | 1–3 kJ/m² |
| Continuous Use Temp | 120°C | 150°C |
| Melting Point | 220–230°C | 220–230°C |
Tensile strength jumps from 50–60 MPa to 80–120 MPa with glass filling. That is a significant increase. Glass-filled PBT approaches the strength of some metals on a weight basis.
Flexural modulus tells you how stiff the material is. Unfilled PBT is moderately stiff. Glass-filled PBT is rigid—up to 9000 MPa. This makes it suitable for structural parts that must not bend under load.
Impact resistance tells a different story. Unfilled PBT is moderately tough. Glass-filled PBT is more brittle. A sharp impact can crack it. This affects how you handle parts during and after machining.
Thermal properties are a strength. PBT withstands continuous use at 120–150°C. That is enough for under-hood automotive applications and electrical components that generate heat.
Chemical and Electrical Properties
PBT resists:
- Oils and greases
- Fuels
- Most solvents
- Dilute acids and alkalis (to a point)
It is attacked by strong acids and concentrated alkalis, but for most industrial environments, its chemical resistance is excellent.
Electrical insulation is outstanding. PBT has high dielectric strength and volume resistivity. Combined with flame retardancy (many grades meet UL94 V-0), this makes it the material of choice for electrical components.
How PBT Compares to Other Materials
| Property | PBT (30% GF) | Nylon 66 (30% GF) | PEEK |
|---|---|---|---|
| Tensile Strength | 80–120 MPa | 70–90 MPa | 90–110 MPa |
| Continuous Use Temp | 150°C | 120–150°C | 260°C |
| Moisture Absorption | <0.2% | 0.5–1.0% | <0.1% |
| Machinability | Good | Moderate | Fair |
| Cost | Moderate | Moderate | High |
Key difference: PBT absorbs far less moisture than nylon. This means better dimensional stability in humid environments. Nylon parts can swell 0.5–1.0% after moisture absorption. PBT parts do not.
What Machining Techniques Work Best?
Milling PBT
Milling is the most common operation for PBT. It handles complex shapes and features.
| Parameter | Unfilled PBT | Glass-Filled PBT |
|---|---|---|
| Cutting speed | 100–150 m/min | 80–120 m/min |
| Feed per tooth | 0.1–0.2 mm/tooth | 0.08–0.15 mm/tooth |
| Depth of cut (rough) | 1–2 mm | 0.5–1.5 mm |
| Depth of cut (finish) | 0.1–0.3 mm | 0.1–0.2 mm |
Key considerations:
- Climb milling is preferred. It reduces tool deflection and produces cleaner edges.
- Chip evacuation is critical. PBT chips can be stringy. Compressed air or coolant helps clear them.
- Glass-filled grades require slower speeds. The glass fibers are abrasive. Pushing too fast wears tools quickly.
Turning PBT
For cylindrical parts like bushings, bearings, and housings, turning is the right choice.
| Parameter | Unfilled PBT | Glass-Filled PBT |
|---|---|---|
| Cutting speed | 120–180 m/min | 90–130 m/min |
| Feed rate | 0.1–0.2 mm/rev | 0.08–0.15 mm/rev |
| Depth of cut (rough) | 1–2 mm | 0.5–1.5 mm |
| Depth of cut (finish) | 0.1–0.3 mm | 0.1–0.2 mm |
Challenges:
- Thin-walled parts can deflect under cutting pressure. Reduce feed rates and use sharp tools.
- Glass-filled PBT can leave a rough surface if tools are dull. Finishing passes with sharp inserts improve finish.
Drilling and Threading
Drilling PBT requires care, especially with glass-filled grades.
| Operation | Unfilled PBT | Glass-Filled PBT |
|---|---|---|
| Drilling speed | 50–80 m/min | 40–60 m/min |
| Feed rate | 0.05–0.15 mm/rev | 0.05–0.10 mm/rev |
| Peck depth | 2–3 mm | 1–2 mm |
Threading options:
- Thread milling is more reliable than tapping for glass-filled PBT
- Tapping works for unfilled PBT but use sharp taps and proper lubricant
- For glass-filled grades, thread milling prevents fiber pull-out and thread tearing
How to Select the Right Tools?
Tool Materials Matter
The choice between HSS and carbide is not academic. It affects cost, quality, and productivity.
| Tool Material | Unfilled PBT | Glass-Filled PBT |
|---|---|---|
| HSS (M2, M42) | Acceptable for low volume | Not recommended—wears quickly |
| Carbide (K10, K20) | Good for high volume | Essential—3–5x longer life |
| Coated Carbide (TiAlN) | Extended life | Best for production runs |
For glass-filled PBT, carbide is not optional. The glass fibers are abrasive. HSS tools may last only a few parts before edges dull. Carbide tools, especially with TiAlN coatings, last significantly longer.
Tool Geometry
Sharp edges are critical. A dull tool creates friction, generates heat, and causes melting or fiber pull-out.
End mills:
- Helix angle: 30–40° for good chip evacuation
- Flute count: 2-flute for roughing (better chip flow), 4-flute for finishing
- Edge radius: <0.02 mm to minimize fiber pull-out
Drills:
- Point angle: 118° works well
- Flute design: Polished flutes reduce friction and improve chip flow
Tool Life Expectations
| Material | Tool Type | Typical Life (Cutting Time) |
|---|---|---|
| Unfilled PBT | HSS | 30–60 minutes |
| Unfilled PBT | Carbide | 60–120 minutes |
| Glass-Filled PBT | HSS | 10–20 minutes |
| Glass-Filled PBT | Carbide | 45–90 minutes |
These are rough estimates. Actual tool life depends on cutting parameters, part geometry, and coolant use.
How to Control Quality and Surface Finish?
Surface Finish Expectations
| Material | Typical Ra | Best Achievable |
|---|---|---|
| Unfilled PBT | 0.8–1.6 μm | 0.4–0.8 μm |
| Glass-Filled PBT | 1.2–2.0 μm | 0.8–1.2 μm |
Glass-filled PBT has higher surface roughness because the fibers can be exposed at the surface. Finishing passes with sharp tools and light cuts improve the finish.
Common Surface Defects and Solutions
| Defect | Cause | Solution |
|---|---|---|
| Melting/burring | Heat buildup | Increase speed, reduce feed, use coolant |
| Fiber pull-out | Dull tool or wrong geometry | Sharper tools; carbide for glass-filled grades |
| Chatter marks | Vibration | Rigid setup; reduce depth of cut |
| Poor finish on glass-filled | Excessive feed | Reduce feed; use finishing pass |
Dimensional Stability
PBT has a coefficient of thermal expansion of 50–70 μm/m·K. That means a 100 mm part can change size by 5–7 microns for every 1°C temperature change.
For tight tolerances:
- Machine in a temperature-controlled environment
- Allow parts to stabilize before final inspection
- Consider annealing after machining to relieve residual stresses
Annealing for Stress Relief
Large or complex PBT parts can develop internal stresses during machining. These stresses can cause warping over time.
Annealing process:
- Heat parts to 100–120°C
- Hold for 1–2 hours
- Cool slowly to room temperature
This process relieves stresses and improves dimensional stability. It is especially important for glass-filled grades and thin-walled parts.
Inspection Methods
| Feature | Inspection Tool | Typical Tolerance |
|---|---|---|
| General dimensions | Calipers, micrometers | ±0.02–0.05 mm |
| Critical features | CMM | ±0.01 mm |
| Surface finish | Profilometer | Ra 0.8–2.0 μm |
| Holes and positions | Optical comparator | ±0.02 mm |
For production runs, Statistical Process Control (SPC) tracks dimensions over time. It catches trends before parts go out of spec. Shops using SPC typically see 20–30% reductions in defect rates.
Where Is CNC-Machined PBT Used?
Automotive Parts
Under the hood, PBT handles heat, oil, and vibration.
Applications:
- Sensor housings: Protect sensitive electronics from heat and moisture
- Connector blocks: Electrical connections in engine compartments
- Ignition components: Coil housings, distributor caps
- Fuel system parts: Components exposed to fuels and oils
Real-World Example:
An automotive supplier needed sensor housings that could withstand 140°C continuous operation and resist engine oil exposure. Unfilled PBT met the temperature requirement but lacked stiffness for the threaded mounting features. Glass-filled PBT provided the needed rigidity. Using carbide tools and optimized feeds, we produced 10,000 housings with ±0.02 mm tolerances on critical mounting surfaces. Scrap rate: under 2%.
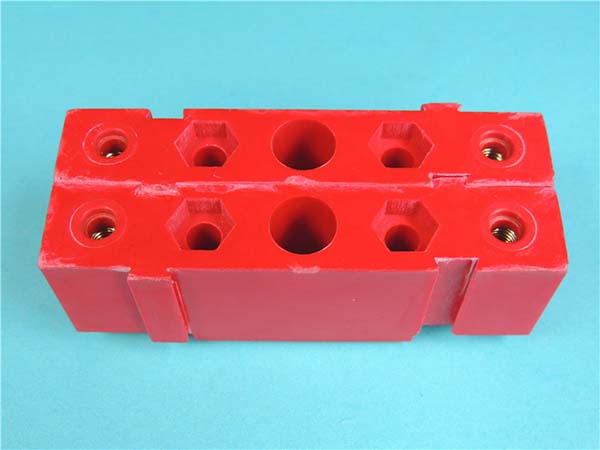
Electrical Components
PBT’s electrical insulation and flame retardancy make it a standard material for electrical applications.
Applications:
- Switchgear: Housings and internal components
- Terminal blocks: Insulated connection points
- Circuit breakers: Structural components
- Transformer bobbins: Coil formers
Key requirement: Many electrical components must meet UL94 V-0 flame retardancy standards. PBT grades designed for this are common.
Consumer Electronics
The trend toward smaller, more powerful electronics demands materials that hold tight tolerances.
Applications:
- Smartphone chargers: Internal housings and connector components
- Laptop hinges: Structural parts that withstand repeated movement
- Camera components: Lens mounts, body parts
- Headphone components: Structural parts in high-end audio gear
Industrial Equipment
PBT’s combination of strength, stiffness, and chemical resistance suits it for industrial applications.
Applications:
- Gears: Glass-filled PBT for moderate-load applications
- Pulleys: Lightweight alternatives to metal
- Pump components: Housings and impellers
- Valve bodies: Chemical-resistant parts
Prototyping
PBT is an excellent material for functional prototypes. It machines predictably, and its properties closely match production-grade PBT. Designers can test form, fit, and function before committing to injection molding tooling.
What Are the Economic Considerations?
Material Cost
| Grade | Typical Cost (per kg) | Notes |
|---|---|---|
| Unfilled PBT | $3–5 | Lower cost, easier machining |
| Glass-Filled PBT | $4–7 | Higher cost, more challenging machining |
PBT sits in the mid-range of engineering plastics. It is more expensive than commodity plastics like ABS but less expensive than high-performance materials like PEEK.
Machining Cost
Glass-filled PBT costs more to machine than unfilled grades. The reasons:
- Slower cutting speeds reduce throughput
- Carbide tools cost more than HSS
- Tool wear is higher, requiring more frequent changes
For production runs, these costs are offset by the material’s superior properties. A part made from glass-filled PBT may cost 20–30% more to machine but last twice as long in service.
When to Choose PBT
PBT is the right choice when you need:
- Heat resistance up to 150°C
- Chemical resistance to oils and solvents
- Electrical insulation with flame retardancy
- Dimensional stability in humid environments
- Stiffness (especially with glass fill)
If your application does not require these properties, lower-cost materials may suffice. If you need higher temperature capability, consider PEEK or PEI.
Conclusion
CNC machining PBT requires understanding its dual nature. Unfilled PBT is forgiving but heat-sensitive. Glass-filled PBT is strong but abrasive and brittle. The key to success is matching your tools, parameters, and processes to the specific grade.
For unfilled PBT:
- HSS tools work for low-volume runs
- Watch for heat buildup—use coolant or compressed air
- Sharp tools prevent melting
For glass-filled PBT:
- Carbide tools are essential
- Reduce cutting speeds
- Use sharp edges to minimize fiber pull-out
- Consider annealing for stress relief
When done right, PBT delivers parts that perform reliably in demanding environments. Its combination of strength, heat resistance, and electrical properties makes it a workhorse material across automotive, electrical, and industrial applications.
FAQ
How does machining glass-filled PBT differ from unfilled PBT?
Glass-filled PBT is highly abrasive, requiring carbide tools instead of HSS. It also requires slower cutting speeds (80–120 m/min vs 100–150 m/min) and sharper tools to prevent fiber pull-out. Unfilled PBT is softer and more forgiving, but more prone to heat-induced melting if feeds and speeds are not controlled.
What causes surface defects in PBT machining, and how can I prevent them?
The two main defects are heat-induced melting (common in unfilled PBT) and fiber pull-out (common in glass-filled grades). Prevention involves:
- Using sharp tools—dull tools generate heat
- Controlling cutting speed—too fast causes melting
- Ensuring proper chip evacuation with compressed air or coolant
- Using climb milling to reduce tool deflection
Can PBT be machined to the same tolerances as metals?
Yes. PBT can achieve ±0.01 mm tolerances with rigid setups and precision tools. However, its thermal expansion (50–70 μm/m·K) requires temperature-controlled environments during machining and inspection. A 5°C temperature swing can change a 100 mm part by 25–35 microns—enough to push it out of tolerance for precision applications.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology, we specialize in CNC machining of engineering plastics, including PBT. Our capabilities cover both unfilled and glass-filled grades. We use carbide tools with TiAlN coatings for glass-filled PBT to extend tool life and maintain surface finish. For high-volume runs, we employ Statistical Process Control (SPC) to ensure dimensional consistency.
We serve the automotive, electrical, industrial, and consumer electronics sectors. Our quality system includes in-process inspection and CMM verification to ensure every part meets your specifications. For large or complex parts, we offer post-machining annealing to relieve stresses and stabilize dimensions.
Contact us today to discuss your PBT machining project.