Introduction
Wax pattern injection molding is a specialized process that sits at the heart of precision casting. It creates the wax replicas that become metal, ceramic, or composite components through investment casting. The quality of the final cast part depends entirely on the quality of the wax pattern.
This process is used to produce everything from aerospace turbine blades to medical implants and jewelry. The stakes are high—defects in the wax pattern translate directly to defects in the final metal part.
Mastering wax pattern injection requires understanding material behavior, equipment capabilities, and process control. This guide covers the fundamentals, from wax selection to injection parameters to mold design. Whether you are new to the process or looking to improve consistency, you will find practical insights here.
What Is Wax Pattern Injection Molding?
Wax pattern injection molding is a manufacturing process that produces precise wax replicas of desired parts. These wax patterns are then used in investment casting (also called lost-wax casting) to create metal components.
How Does It Fit into Investment Casting?
The investment casting sequence:
- Wax injection – Create wax pattern
- Assembly – Attach patterns to a wax sprue (tree)
- Shell building – Coat with ceramic slurry; build thickness
- Wax removal – Heat removes wax, leaving ceramic mold
- Metal pouring – Molten metal fills the cavity
- Shell removal – Break away ceramic; finish the part
Every step depends on the first. A flawed wax pattern produces a flawed final component.
Why Is Precision So Critical?
Wax patterns must replicate the final part with high accuracy because:
- Shrinkage occurs during cooling and metal solidification
- Tolerances as tight as ±0.05 mm are common
- Surface finish transfers directly from wax to metal
For aerospace components, even minor surface defects can cause stress concentrations and premature failure.
What Wax Materials Are Used?
Wax selection is the foundation of successful pattern injection. Different waxes offer different properties.
Common Wax Types
| Wax Type | Melting Point | Key Properties | Best Applications |
|---|---|---|---|
| Paraffin wax | 47–64°C | Low cost; easy to inject; low strength | Simple patterns; general casting |
| Microcrystalline wax | 70–90°C | Higher strength; flexible; better dimensional stability | Complex patterns; patterns that require handling |
| Wax blends | 60–85°C | Combines properties; customizable | High-precision; aerospace; medical |
| Filled waxes | 70–90°C | Added fillers for stability; rigid | High-temperature applications |
Wax Properties That Matter
| Property | Why It Matters |
|---|---|
| Melting point | Affects injection temperature and cooling time |
| Viscosity | Determines flow behavior and ability to fill fine details |
| Shrinkage rate | Must be predictable for dimensional accuracy |
| Strength | Pattern must withstand handling and ceramic coating |
| Ash content | Critical for investment casting; low ash prevents contamination |
Wax Blends and Additives
Many manufacturers use custom wax blends to achieve specific properties:
- Plasticizers – Improve flowability for intricate details
- Fillers – Reduce shrinkage; increase rigidity
- Tackifiers – Improve adhesion for assembly
A case example: A manufacturer of turbine blades switched from pure paraffin to a paraffin-microcrystalline blend with 5% filler. Pattern strength increased by 40%, reducing breakage during ceramic shell application from 12% to under 1%.
What Equipment Is Used for Wax Injection?
Several types of injection machines are used for wax pattern molding.
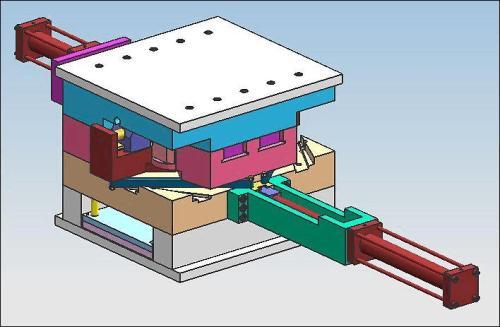
Horizontal Injection Molding Machines
The most common configuration. The injection unit and clamping unit are arranged horizontally.
Advantages:
- High-volume production capability
- Stable operation
- Easy mold installation
- Suitable for large molds
Best for: Automotive engine parts, industrial components, high-volume production
Vertical Injection Molding Machines
The injection unit and clamping unit are arranged vertically. Wax feeds by gravity.
Advantages:
- Compact footprint
- Easy access for small molds
- Suitable for small, intricate patterns
- Gravity feeding reduces air entrapment
Best for: Jewelry, dental patterns, small precision components
Rotary Table Injection Molding Machines
Multiple molds on a rotating table. While one mold is injected, others cool or are ejected.
Advantages:
- High throughput
- Reduced cycle time per part
- Efficient for identical parts
Best for: Consumer electronics components, high-volume identical patterns
How to Choose the Right Machine
| Consideration | What to Evaluate |
|---|---|
| Shot capacity | Must handle pattern volume plus runner system |
| Clamping force | Sufficient to keep mold closed during injection |
| Injection pressure | 500–2000 psi typical; higher for intricate details |
| Temperature control | Precise heating and cooling zones |
| Cycle time requirements | Rotary table for highest volumes |
How Do You Design Molds for Wax Patterns?
Mold design for wax injection has unique considerations compared to plastic injection molding.
Mold Materials
| Material | Best For | Notes |
|---|---|---|
| Aluminum | Prototypes; low-volume production | Easy to machine; good heat transfer |
| Steel | High-volume production | Durability; precision; higher cost |
| Silicone rubber | Short-run; complex geometries | Low cost; flexible; limited life |
Key Design Elements
Gate location – Determines flow path. Place to minimize turbulence and ensure complete filling. For intricate patterns, multiple gates may be needed.
Venting – Air must escape. Vent depths of 0.01–0.03 mm are typical—shallow enough to prevent wax leakage, deep enough to release air.
Draft angles – 1–3 degrees recommended for easy ejection. Wax is soft; insufficient draft causes distortion.
Cooling channels – Even cooling prevents warpage. Channels placed 6–10 mm from cavity surface.
Pre-Heating the Mold
Molds are typically pre-heated to slightly below the wax melting point (e.g., 40–50°C for paraffin). This:
- Prevents premature solidification
- Ensures complete cavity filling
- Reduces thermal stress on the mold
What Is the Step-by-Step Injection Process?
Each step must be controlled for consistent results.
Step 1: Wax Preparation
- Select wax based on application requirements
- Melt in a temperature-controlled tank
- Stir continuously to maintain uniform temperature
- Filter through 100–200 micron mesh to remove impurities
Temperature control is critical. Variations of ±2°C affect viscosity and fill behavior.
Step 2: Mold Preparation
- Clean mold thoroughly with solvent to remove residual wax
- Apply release agent – Silicone-based, fluorocarbon-based, or water-based
- Pre-heat mold to target temperature (typically 40–60°C)
Release agent application should be thin and uniform. Excess causes surface defects.
Step 3: Injection
Parameters:
| Parameter | Typical Range | Effect |
|---|---|---|
| Injection pressure | 500–2000 psi | Higher for intricate details |
| Injection speed | Controlled | Slower for fine details; faster for simple shapes |
| Injection time | Calculated based on volume | Must fill completely before cooling begins |
Key principle: Fill the cavity completely before any wax solidifies. This requires balancing pressure, speed, and temperature.
Step 4: Cooling and Solidification
Cooling must be uniform to prevent:
- Warping
- Shrinkage distortion
- Internal stress
Cooling time depends on:
- Wall thickness (thicker = longer)
- Wax type (higher melt point = longer)
- Mold temperature
For thin-walled patterns, cooling may take 30 seconds to 2 minutes. Thick patterns may require 5–10 minutes.
Cooling channels with circulating water (20–30°C) accelerate the process.
Step 5: Demolding and Finishing
- Open mold carefully
- Eject pattern using pins or plates
- Trim flash with sharp tools
- Inspect for surface defects and dimensions
Ejection requires care. Wax is soft and easily deformed. Multiple ejector pins distribute force evenly.
What Defects Occur in Wax Patterns?
Understanding defects helps prevent them.
Common Defects and Solutions
| Defect | Likely Cause | Solution |
|---|---|---|
| Short shots | Low injection pressure; low wax temp | Increase pressure; raise temperature |
| Flash | Excessive pressure; poor mold seal | Reduce pressure; clean parting line |
| Surface voids | Air entrapment; insufficient venting | Add vents; reduce injection speed |
| Warpage | Uneven cooling | Balance cooling channels; uniform mold temp |
| Surface roughness | Mold contamination; poor release agent | Clean mold; reapply release agent |
| Sticking | Insufficient draft; no release agent | Increase draft; apply release agent |
| Distortion during ejection | Ejector pins poorly placed | Redistribute pins; reduce ejection force |
| Shrinkage variations | Inconsistent cooling | Stabilize mold and coolant temperatures |
Inspection Methods
| Method | Detects | Typical Criteria |
|---|---|---|
| Visual inspection | Surface defects, flash, voids | No visible defects under controlled lighting |
| Dimensional measurement | Size accuracy | ±0.05 mm typical |
| Weight check | Internal voids; consistency | ±1–2% of target weight |
| CMM | Complex geometries | ±0.02–0.05 mm |
How Do You Optimize the Process?
Consistency is the key to mastering wax injection.
Temperature Control
| Parameter | Control Target | Method |
|---|---|---|
| Wax melt temperature | ±2°C | Heated tank with circulation; thermocouples |
| Mold temperature | ±3°C | Pre-heating; cooling channels; thermocouples |
| Cooling water | ±2°C | Chiller with temperature control |
Pressure and Speed
Start with manufacturer-recommended settings. Then:
- Run test shots
- Inspect for defects
- Adjust one variable at a time
- Document successful parameters
Process Documentation
Maintain records for each pattern:
- Wax batch number
- Melt temperature
- Mold temperature
- Injection pressure and speed
- Cooling time
- Inspection results
This enables traceability and troubleshooting.
What Are the Applications of Wax Pattern Molding?
Wax pattern injection serves industries where precision matters.
Aerospace
- Turbine blades and vanes
- Engine components
- Structural brackets
- Fuel system parts
Requirements: Tight tolerances; smooth surfaces; consistent shrinkage; low ash content.
Medical and Dental
- Orthopedic implants
- Surgical instruments
- Dental crowns and bridges
- Prosthetic components
Requirements: Biocompatibility (wax must not contaminate casting); fine detail reproduction; dimensional accuracy.
Jewelry and Art
- Rings and pendants
- Sculptures and figurines
- Custom designs
Requirements: Fine detail reproduction; smooth surfaces; ability to reproduce complex organic shapes.
Industrial Components
- Pump housings and impellers
- Valve bodies
- Machine parts
- Tooling components
Requirements: Dimensional accuracy; consistent shrinkage; adequate pattern strength for handling.
Conclusion
Mastering wax pattern injection molding requires attention to detail across material selection, equipment setup, process control, and quality inspection. The wax pattern is the foundation of investment casting—any defect in the pattern appears in the final metal part.
Success depends on:
- Choosing the right wax or wax blend for the application
- Designing molds with proper gating, venting, and cooling
- Controlling temperature, pressure, and timing precisely
- Inspecting patterns thoroughly before shell building
When these elements align, wax pattern injection produces accurate, consistent patterns that yield high-quality castings. Whether for aerospace turbine blades or custom jewelry, the principles remain the same.
Frequently Asked Questions (FAQ)
What is the difference between wax pattern injection and plastic injection molding?
While both use injection equipment, the materials and objectives differ. Wax patterns are designed to be sacrificial—they are melted out during investment casting. Plastic parts are the final product. Wax has lower melting points, requires different processing parameters, and has unique shrinkage characteristics. Wax injection machines operate at lower temperatures (60–90°C vs. 200–400°C) and lower pressures than plastic injection molding.
How do I choose the right wax material for my application?
Consider complexity, required precision, handling requirements, and casting process. For simple patterns with low handling demands, paraffin wax is cost-effective. For intricate details or patterns that must survive ceramic shell application, microcrystalline wax or filled wax blends offer better strength and dimensional stability. For high-temperature applications or where low ash is critical, use specially formulated investment casting waxes.
What is the typical shrinkage rate for wax patterns?
Shrinkage varies by wax type. Paraffin wax shrinks 0.5–1.5% . Microcrystalline wax shrinks 0.3–1.0% . Filled waxes may shrink as little as 0.1–0.3% . Mold design must compensate for wax shrinkage plus metal solidification shrinkage. For critical parts, determine shrinkage experimentally with test patterns.
How do I prevent air entrapment in wax patterns?
Air entrapment causes voids and surface defects. Solutions include: add vents at flow ends and high points; reduce injection speed for intricate details; use vacuum-assisted injection for critical components; ensure mold surfaces are clean; pre-heat mold to prevent premature solidification that traps air.
Can wax patterns be repaired?
Minor defects can sometimes be repaired. Small voids can be filled with melted wax using a heated spatula. Surface scratches can be smoothed with fine sandpaper or solvent wiping. However, repairs should be minimized as they can affect dimensional accuracy and surface finish. For critical applications, defective patterns should be rejected and re-molded.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology, we understand the precision required for successful wax pattern injection molding. Our experience spans aerospace, medical, and industrial applications where quality cannot be compromised.
Our capabilities include:
- Custom wax formulations matched to your casting process
- Precision mold manufacturing in aluminum and steel
- Process development for optimal parameters
- Quality inspection with CMM and visual systems
- Consistent production with documented processes
Whether you need small-batch patterns for prototypes or high-volume production for industrial components, our team delivers the consistency your investment casting process demands.
Contact us today to discuss your wax pattern injection molding requirements.