Introduction
Every plastic part you touch—from your phone case to your car’s dashboard—started inside a tooling mold. These precision tools are the hidden workhorses of modern manufacturing. They shape, form, and create products with incredible consistency.
But what exactly lives inside a mold? How do all the pieces work together to produce thousands of identical parts?
Understanding mold components helps you make better decisions. You’ll know what drives costs. You’ll see why certain designs work and others fail. And you’ll appreciate the engineering that goes into every part you manufacture.
This guide takes you inside the mold. We’ll explore each component, how they function, and why they matter to your project’s success.
What Exactly Are Tooling Molds?
At its simplest, a tooling mold is a hollow form. You fill it with material—usually molten plastic or metal—and let it cool. When you open the mold, you have a finished part.
But that simple description hides the complexity inside. Molds must withstand extreme conditions:
- High pressures: Often 500 to 2,000 tons of clamping force
- High temperatures: Molten plastic can exceed 300°C (570°F)
- Repeated cycles: Production molds may run for millions of cycles
Molds are typically made from hardened steel or aluminum. Steel lasts longer but costs more. Aluminum machines faster but wears sooner. The choice depends on your production volume.
A manufacturer producing 1 million parts per year will invest in steel tooling. A startup making 5,000 parts for a prototype might choose aluminum to save upfront costs.
What Components Make Up a Mold?
Core and Cavity: The Shape-Makers
The core and cavity form the heart of any mold. Together, they define the final part’s geometry.
| Component | Function | Example |
|---|---|---|
| Cavity | Forms the outside shape | The outer surface of a bottle |
| Core | Forms internal features | The hollow interior of a bottle |
Think of the cavity as the “female” half and the core as the “male” half. When they close, the space between them becomes your part.
In a smartphone case mold, the cavity shapes the outer contours. The core creates the internal structure—the battery compartment, camera cutouts, and button openings.
Precision matters here. A high-quality mold maintains tolerances within ±0.01 mm for critical dimensions. That’s about one-fifth the thickness of a human hair.
A medical device company once received a mold where the core and cavity were misaligned by 0.03 mm. Parts came out with walls that were too thin on one side. The entire batch failed inspection. Realigning the mold cost $4,000 and two weeks of delay.
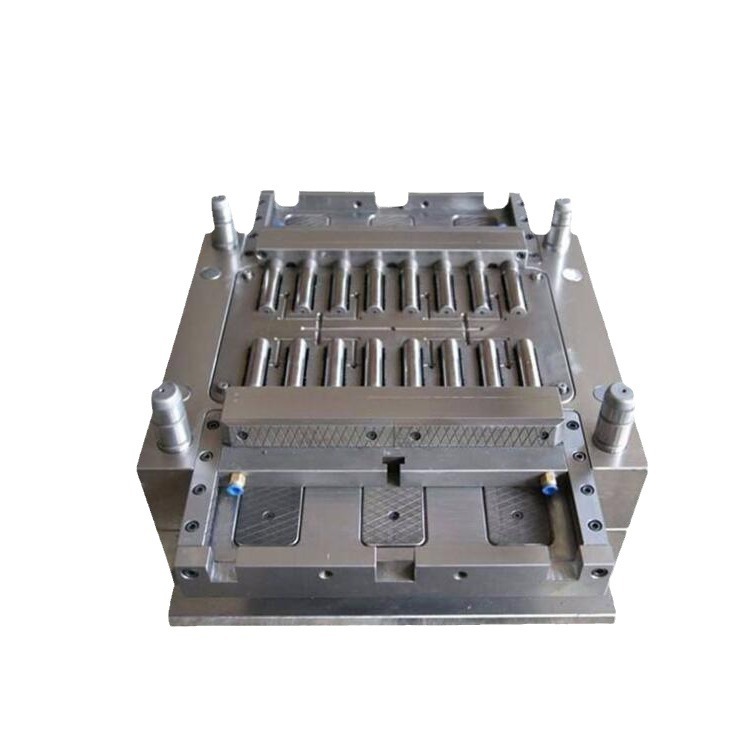
Ejection System: Getting the Part Out
After the plastic cools, you need to get it out. That’s the job of the ejection system.
Key components:
- Ejector pins: Small rods that push the part forward
- Ejector plate: A plate that moves all pins together
- Return pins: Bring the system back after ejection
Placement matters. If pins push on thin sections, they may leave marks or even puncture the part. Good design places pins on thick ribs or other non-cosmetic areas.
A toy manufacturer learned this the hard way. Their mold had ejector pins positioned on the face of a smooth figurine. Each part came out with small circular marks. They had to add a secondary polishing step—adding $0.08 per part in labor.
Cooling System: Managing Heat
Cooling consumes most of the injection cycle. Efficient cooling means faster cycles and better part quality.
The cooling system consists of channels drilled through the mold plates. Water circulates through these channels, pulling heat away from the plastic.
| Cooling Factor | Impact |
|---|---|
| Channel placement | Even cooling prevents warpage |
| Channel diameter | Larger channels move more heat |
| Flow rate | Faster flow removes heat quicker |
A well-designed cooling system reduces cycle time by 20% to 40%. For a high-volume part, that can mean hundreds of thousands of extra parts per year.
One automotive supplier redesigned their cooling channels using conformal cooling—channels that follow the part shape rather than straight lines. Cycle time dropped from 45 seconds to 28 seconds. Annual production increased by 40,000 parts without adding new machines.
Heating System: When Heat Is Needed
Some processes need heat, not cooling. Heating systems maintain precise temperatures for certain materials.
Applications include:
- Thermoset plastics: These materials cure at specific temperatures
- Hot runner systems: Keep plastic molten in the runner until injection
- Mold surface heating: Improves surface finish for certain materials
Heating elements may be cartridge heaters, heated oil circulating through channels, or induction coils. The goal is uniform temperature across the molding surface.
Runner and Gate Systems: The Pathways
Before plastic reaches the cavity, it travels through the runner system. The gate is where it enters the cavity.
| Component | Function |
|---|---|
| Sprue | Main channel from machine nozzle |
| Runner | Pathways that distribute plastic to cavities |
| Gate | Restriction point where plastic enters cavity |
Runner design affects material waste and pressure loss. A poorly designed runner can waste 30% or more of your material.
A consumer goods company producing small parts used a cold runner system with a 2:1 ratio of runner weight to part weight. Switching to a hot runner system—which keeps the runner plastic molten and reuses it—cut material waste by 68%.
Locating Ring and Sprue Bushing: The Connection Points
These components connect the mold to the molding machine.
- Locating ring: Centers the mold on the machine platen
- Sprue bushing: The entry point where molten plastic enters the mold
If these aren’t aligned correctly, the entire mold sits off-center. This leads to uneven filling, increased wear, and potential machine damage.
What Are the Main Types of Tooling Molds?
Different processes use different mold types. Each has its own strengths and limitations.
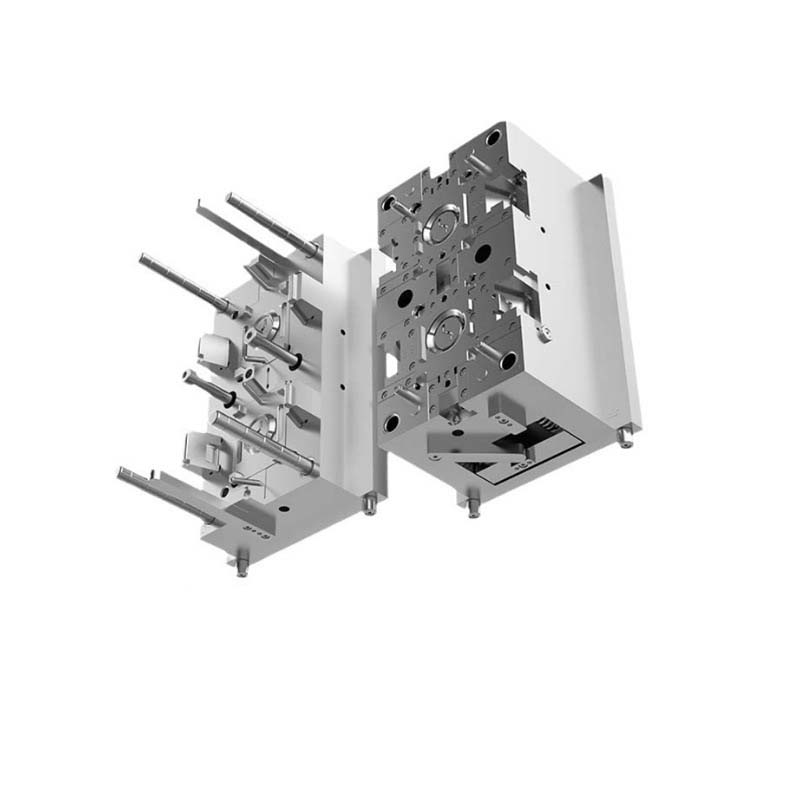
Injection Molds
Injection molds are the most common type for plastic parts. Molten plastic is injected under high pressure into the closed mold. After cooling, the part is ejected.
| Advantage | Disadvantage |
|---|---|
| High precision | High upfront cost |
| Complex shapes possible | Long lead time |
| Fast cycle times | Best for high volumes |
Example: An electronics company needed 200,000 laptop housings per year. Injection molding delivered parts with consistent wall thickness and cosmetic surfaces. The $45,000 mold paid for itself within 3 months of production.
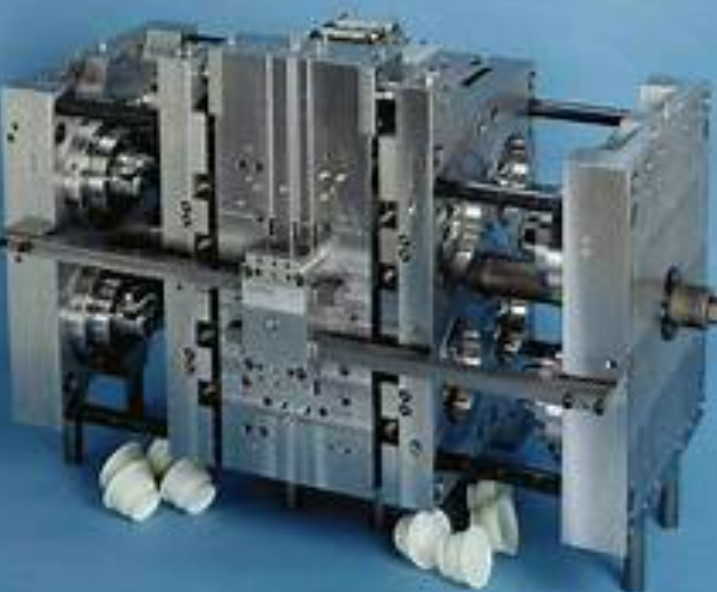
Die-Casting Molds
Die-casting molds produce metal parts. Molten metal—aluminum, zinc, or magnesium—is injected at high pressure into the mold.
| Advantage | Disadvantage |
|---|---|
| High-strength parts | Limited to certain metals |
| Good surface finish | High equipment cost |
| Tight tolerances | Porous parts possible |
Example: An automotive supplier produces transmission housings using aluminum die-casting. The parts must withstand engine temperatures and vibration. Die-casting achieves the necessary strength and dimensional stability.
Forging Molds
Forging molds shape metal through compressive force. A heated metal blank is pressed between two dies. The metal flows to fill the cavity shape.
| Advantage | Disadvantage |
|---|---|
| Superior mechanical properties | Energy-intensive |
| Refined grain structure | Lower production rate |
| Excellent fatigue resistance | High tooling cost |
Example: Aerospace components like landing gear parts use forging. The process aligns the metal grain structure to follow the part shape, creating parts that withstand extreme loads.
How Do Different Industries Use Molds?
Molds serve nearly every manufacturing sector. Here’s how different industries rely on them.
| Industry | Typical Molds Used | Common Parts |
|---|---|---|
| Automotive | Injection, die-casting | Dashboards, bumpers, engine blocks |
| Consumer electronics | Injection | Smartphone cases, laptop housings |
| Medical | Injection | Syringes, device housings, surgical tools |
| Aerospace | Forging, die-casting | Engine components, structural parts |
| Packaging | Injection, blow molding | Bottles, containers, caps |
Each industry demands different priorities. Medical molds require cleanroom compatibility and traceable materials. Automotive molds need durability for high-volume runs. Aerospace molds demand precision and material certification.
Conclusion
Tooling molds are marvels of precision engineering. Inside every mold, components work together in perfect sequence: the core and cavity shape the part, the cooling system controls temperature, the ejection system releases the finished product, and runners and gates guide material flow.
Understanding these components helps you:
- Choose the right mold type for your project
- Design parts that mold efficiently
- Spot potential problems before production
- Communicate effectively with your manufacturer
Whether you need injection molds for plastic parts, die-casting molds for metal components, or forging molds for high-strength applications, the principles remain the same. Quality tooling delivers consistent parts, cycle after cycle.
FAQ
What’s the difference between a mold and a tool?
In manufacturing, the terms are often used interchangeably. A “mold” specifically refers to tooling that shapes materials through injection, casting, or compression. “Tooling” is a broader term that includes molds, dies, jigs, and fixtures. Most people in the industry use “mold” for plastic and “die” for metal.
How long does a tooling mold last?
Mold life depends on material, maintenance, and production volume. A well-made steel injection mold can produce 500,000 to 1,000,000 cycles. Aluminum molds typically last 10,000 to 50,000 cycles. Regular maintenance—cleaning, lubrication, and wear inspection—extends life significantly.
Why do molds cost so much?
Molds require high-precision machining, skilled labor, and quality materials. A complex mold may involve hundreds of hours of CNC programming and machining. Steel alone for a large mold can cost $10,000 to $30,000. The cost reflects the engineering and precision required to produce consistent parts for thousands or millions of cycles.
Can one mold produce multiple part designs?
Generally, no. A mold is designed for a specific part geometry. However, interchangeable inserts allow some flexibility. With insert tooling, you can change certain features—like adding a logo or modifying a cutout—without building an entirely new mold.
What maintenance does a mold need?
Routine maintenance includes cleaning residue, lubricating moving parts, and inspecting for wear. After each production run, molds should be cleaned and coated with rust preventive. Every 10,000 to 50,000 cycles, deeper maintenance may include polishing surfaces, replacing worn ejector pins, or re-checking alignment.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology, we design and build high-quality tooling molds for plastic and metal components. Our engineers understand the critical role each mold component plays in your production success. From simple single-cavity molds to complex multi-cavity systems, we deliver tooling that performs.
[Contact Yigu Technology today] to discuss your next project. Let’s build the right mold for your parts.