Discover the seven main types of 3D printing technology, how each one works, their strengths and weaknesses, and which process makes sense for your specific manufacturing needs.
Introduction
3D printing technology has exploded beyond hobbyist gadgets into serious industrial manufacturing. But here's what confuses most people: "3D printing" isn't one single process. It's more like a family of related technologies, each with its own way of building parts. Some melt plastic filament. Others cure liquid resin with lasers. Some even fuse metal powder into fully dense components. Choosing the wrong type wastes time and money—I've seen companies print parts that fail because they picked the wrong process. This guide walks through the main types of 3D printing, how they actually work, and exactly where each one delivers the best value.
Fused Deposition Modeling (FDM)
How Does FDM Actually Work?
Fused Deposition Modeling (FDM)—also called Fused Filament Fabrication (FFF)—is the most common 3D printing technology you'll encounter. The process is straightforward: a plastic filament feeds through a heated nozzle that melts the material. The nozzle moves in X and Y coordinates, depositing melted plastic onto the build surface. Once that layer finishes, the platform drops down, and the next layer builds on top.
Think of it like a high-precision hot glue gun controlled by a robot. Each pass adds one thin layer, typically 0.1 to 0.3 mm thick, and adjacent layers fuse together as they cool.
What Materials Work With FDM?
FDM handles a growing range of thermoplastic materials:
| Material | Key Properties | Typical Applications |
|---|---|---|
| PLA | Easy to print, biodegradable, low warping | Prototypes, educational, decorative parts |
| ABS | Stronger, heat-resistant, needs heated bed | Functional parts, automotive, enclosures |
| PETG | Strong, flexible, food-safe options | Mechanical parts, containers, outdoor use |
| TPU/TPE | Rubber-like flexibility | Gaskets, phone cases, soft-touch parts |
| Nylon | Very strong, wear-resistant | Gears, tools, structural components |
| PC | High strength, temperature resistant | Engineering prototypes, tooling |
| Composites | Carbon fiber or glass-filled | Lightweight structural parts |
When Should You Choose FDM?
FDM excels for large parts, functional prototypes, and situations where material properties matter more than surface finish. A manufacturer we worked with needed assembly line fixtures—they printed them overnight in ABS for $40 each. Machining the same fixtures would cost $300 and take two weeks.
FDM limitations include visible layer lines, weaker strength between layers, and difficulty with very fine details. But for many applications, it's the perfect balance of cost and capability.
Stereolithography (SLA)
What Makes SLA Different?
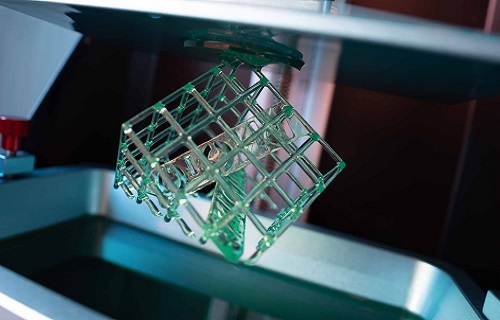
Stereolithography (SLA) predates FDM—it's actually the oldest 3D printing technology, invented in the 1980s. Instead of melting plastic filament, SLA uses a UV laser to cure liquid photopolymer resin into solid plastic.
Here's the process: a build platform sits in a vat of liquid resin. The laser traces the first layer's shape onto the platform, curing the resin wherever it hits. The platform then lifts slightly (or lowers, depending on machine design), fresh resin flows underneath, and the laser cures the next layer.
The result? Parts with stunning detail and smooth surfaces. Layer heights can go down to 0.025 mm—finer than a human hair.
What Materials Does SLA Use?
SLA resins have evolved far beyond basic clear or white plastics. Today's options include:
- Standard resins for general prototyping
- Tough resins simulating ABS or polypropylene
- Flexible resins like rubber for gaskets
- High-temperature resins for heat testing
- Castable resins for jewelry investment casting
- Dental and medical grades for biocompatible applications
- Clear resins for optical or fluidic parts
Where Does SLA Shine?
SLA dominates applications requiring fine details and smooth surfaces. A dental lab we partnered with prints surgical guides and crown models daily. The precision ensures perfect fit for patients, and the smooth finish means no sanding or smoothing before use.
Jewelry designers love SLA for master patterns used in investment casting. The fine detail captures every curve and texture, producing castings that need minimal finishing.
The trade-off? SLA parts are generally less durable than FDM parts in sunlight (resins can degrade from UV exposure), and the liquid resin requires careful handling. But for detail work, nothing beats it.
Selective Laser Sintering (SLS)
How Does SLS Build Parts?
Selective Laser Sintering (SLS) takes a completely different approach. Instead of liquid or filament, it starts with powder—fine particles of nylon, other polymers, or even metal. A roller spreads a thin layer of powder across the build area. Then a high-power laser scans the cross-section, heating the powder just enough to fuse particles together without fully melting them (that's "sintering").
After each layer, the platform drops, fresh powder spreads, and the process repeats. When finished, the part sits buried in loose powder, which acts as natural support for overhangs and complex shapes.
What Makes SLS Special?
No support structures needed—that's the game-changer. Because unsintered powder supports the part during printing, you can create geometries impossible with FDM or SLA. Internal channels, nested parts, living hinges, complex lattices—all print without worrying about support removal.
Material properties also impress. SLS nylon parts approach injection-molded strength and durability. They're tough, slightly flexible, and resistant to chemicals and heat.
Common SLS Applications
Functional prototyping leads the way. When engineers need parts that behave like production components, SLS delivers. We've printed air duct prototypes for automotive clients that survived engine bay temperatures and vibration testing.
End-use parts increasingly come from SLS. The technology excels at low-to-medium production runs (typically 10 to 1,000 parts) where injection molding tooling costs can't be justified. Consumer goods, medical devices, and industrial equipment all use SLS for production components.
Direct Metal Laser Sintering (DMLS) / Selective Laser Melting (SLM)
How Does Metal 3D Printing Work?
Direct Metal Laser Sintering (DMLS) and Selective Laser Melting (SLM) bring powder-based printing to metal parts. The difference? DMLS sinters metal particles (bonding without fully melting), while SLM fully melts them into solid metal. Both follow the same basic process as SLS but with much higher laser power and specialized atmospheres to prevent oxidation.
A thin layer of metal powder spreads across the build plate. The laser scans, fusing metal particles together. Platform drops, new powder spreads, repeat. The result: fully dense metal parts with properties matching or exceeding cast materials.
Which Metals Can You Print?
The material library for metal printing grows constantly. Current options include:
| Metal | Common Uses | Key Properties |
|---|---|---|
| Stainless steel 316L | Medical tools, marine parts | Corrosion resistant, strong |
| Stainless steel 17-4PH | Aerospace, mechanical | High strength, heat treatable |
| Titanium Ti6Al4V | Implants, aerospace | Biocompatible, high strength-to-weight |
| Aluminum AlSi10Mg | Automotive, aerospace | Lightweight, thermally conductive |
| Inconel 718/625 | Turbine components | High-temperature strength |
| Cobalt-chrome | Dental, orthopedic | Wear resistant, biocompatible |
| Tool steel | Molds, dies | Hard, wear resistant |
| Copper | Electronics cooling | High conductivity |
Where Does Metal Printing Make Sense?
Aerospace leads adoption because weight savings justify the cost. GE Aviation's fuel nozzles—once 20 assembled parts—now print as single components, 25% lighter and five times more durable.
Medical implants benefit from customization. Hip replacements tailored to patient anatomy improve outcomes and recovery times.
Tooling with conformal cooling cuts injection molding cycle times by 30-50%. Cooling channels following the part shape remove heat faster than straight drilled holes.
Digital Light Processing (DLP)
How Is DLP Different From SLA?
Digital Light Processing (DLP) resembles SLA but with a key difference: instead of a scanning laser, DLP uses a digital projector to flash entire layers at once. Think of it like projecting a movie onto the resin—each layer cures simultaneously rather than being traced point by point.
This makes DLP generally faster than SLA for many parts, especially those with large cross-sections. The trade-off comes in resolution, which depends on projector pixel size rather than laser spot size.
What Are DLP's Strengths?
Speed matters most. For dental models or jewelry patterns, DLP pumps out parts quickly. A full arch of dental models might print in 20 minutes versus hours with SLA.
Resolution can be exceptional with good optics. Some DLP printers achieve 35-micron pixel sizes, capturing fine details beautifully.
The limitation? Build size typically runs smaller than SLA, and parts can show pixelation if the projector resolution doesn't match the layer geometry.
Electron Beam Melting (EBM)
How Does EBM Work?
Electron Beam Melting (EBM) takes metal printing in a different direction. Instead of a laser, it uses an electron beam in a vacuum chamber to melt metal powder. The electron beam scans much faster than lasers and maintains higher build temperatures.
The vacuum environment prevents oxidation, making EBM ideal for reactive metals like titanium. High build temperatures (often 700-1000°C) reduce residual stress, meaning less distortion and simpler post-processing.
When Should You Consider EBM?
Aerospace and medical applications dominate EBM usage. Orthopedic implants—hip stems, knee components, spinal cages—benefit from the combination of biocompatible titanium and the rough surface finish that promotes bone integration.
Large parts also suit EBM because the build volume often exceeds laser-based systems. Some EBM machines handle parts up to 350 mm diameter.
The catch? Surface finish runs rougher than laser melting, and minimum feature sizes are larger. But for many medical and aerospace components, the trade-offs work.
Multi Jet Fusion (MJF)
What Makes MJF Unique?
Multi Jet Fusion (MJF) , developed by HP, rethinks powder-based printing. Instead of a laser scanning each layer, MJF uses an inkjet array to deposit two fluids onto the powder bed: a fusing agent where particles should bond, and a detailing agent around edges to define sharp features.
Then an infrared lamp passes over the bed. The fusing agent absorbs heat, melting powder particles together. The detailing agent reflects heat, keeping boundaries crisp.
Why Choose MJF?
Speed stands out—MJF prints much faster than laser-sintering systems for many geometries. The inkjet array covers wide areas quickly, and the lamp fuses entire layers in seconds.
Consistent mechanical properties impress engineers. Parts show uniform strength in all directions, unlike FDM's weaker Z-axis. Surface finish also improves over traditional SLS.
Nylon 12 dominates MJF materials, with nylon 11, glass-filled nylon, and TPU also available. Applications range from functional prototypes to production parts across automotive, consumer goods, and industrial sectors.
Material Jetting (PolyJet / MultiJet)
How Does Material Jetting Work?
Material jetting works like a 2D inkjet printer but in 3D. Print heads spray tiny droplets of photopolymer resin onto the build platform, then UV lamps cure each layer instantly. Multiple print heads can deposit different materials simultaneously.
This enables multi-material printing—rigid and flexible materials in the same part, or colored materials for full-color prototypes. Some printers even mix materials to create graduated properties, like a hinge transitioning from rigid to flexible.
Where Does Material Jetting Excel?
Visual prototypes benefit most. Consumer goods companies print realistic models with correct colors, textures, and even overmolded grips. Medical device manufacturers create anatomical models with hard "bone" and soft "tissue" in one print.
Accuracy ranks among the best in 3D printing. Layer heights down to 16 microns produce smooth surfaces and fine details.
The downsides? Material costs run high, and parts lack long-term durability—resins degrade in sunlight. But for form, fit, and appearance testing, nothing beats it.
Comparison Guide: Which Technology Should You Choose?
Quick Decision Matrix
| Application | Best Technology | Why |
|---|---|---|
| Large prototypes | FDM | Low cost, big build volumes |
| Detailed models | SLA/DLP | Smooth surfaces, fine features |
| Functional plastic parts | SLS/MJF | Strong, durable, no supports |
| Metal parts | DMLS/SLM/EBM | Production-quality metal |
| Multi-material/color | Material jetting | Realistic appearance |
| Jewelry patterns | SLA (castable resin) | Smooth, burn-out clean |
| Production tooling | FDM (high-temp) or metal | Cost-effective fixtures or conformal cooling |
Cost Considerations
Equipment cost varies enormously:
- FDM: $200 to $100,000+
- SLA/DLP: $500 to $150,000
- SLS: $10,000 to $500,000
- Metal: $100,000 to $1,000,000+
Material cost per kilogram also spans wide:
- FDM filament: $20-100
- SLA resin: $50-300
- SLS nylon: $60-120
- Metal powder: $100-600
Total part cost must factor in post-processing time, support removal, and failed prints. A cheap material that fails 20% of the time costs more than an expensive material with 99% success.
Conclusion
Understanding the main types of 3D printing means matching process strengths to your specific needs. FDM handles large, functional parts economically. SLA and DLP deliver unmatched detail and surface finish. SLS and MJF produce strong, complex plastic parts without supports. Metal printing brings additive advantages to production-grade metal components. And material jetting creates realistic, multi-material prototypes.
No single technology wins everything. The smart approach matches each project to the right process—sometimes combining multiple technologies for different components. Start with your part requirements: size, material, mechanical needs, appearance, budget, and quantity. Then work backward to the technology that fits.
As 3D printing continues evolving, expect boundaries to blur. Multi-laser systems speed production. New materials expand applications. Hybrid machines combine processes. But the fundamentals covered here will guide your choices for years to come.
Frequently Asked Questions
What's the easiest 3D printing technology for beginners?
FDM wins for beginners. Machines are affordable, materials are cheap and safe, and the learning curve is gentle. PLA filament prints easily on most machines without heated beds or enclosures. Thousands of online resources help troubleshoot common issues.
Which 3D printing technology produces the strongest parts?
For plastics, SLS nylon typically delivers the best combination of strength, toughness, and durability. For metals, SLM and EBM produce parts matching or exceeding wrought material properties. The strongest technology depends on your specific strength requirements—tensile, impact, fatigue, or temperature resistance.
Can I print production parts or just prototypes?
Yes—additive manufacturing increasingly produces end-use parts. SLS, MJF, and metal printing all serve production roles for low-to-medium volumes. Industries from aerospace to medical rely on 3D-printed production components. The key is matching part requirements to process capabilities and economics.
How much does industrial 3D printing cost?
Industrial machines range from $10,000 for desktop SLS to over $1 million for large metal systems. Beyond equipment, factor in materials, maintenance, labor, post-processing, and facility costs. Many companies start with service bureaus before investing in their own equipment.
What's the difference between 3D printing and additive manufacturing?
The terms overlap heavily. 3D printing originally referred to hobbyist and desktop machines. Additive manufacturing emphasizes industrial production applications. Today, they're often used interchangeably, though additive manufacturing typically implies stricter quality control and production intent.
Contact Yigu Technology for Custom Manufacturing
Still unsure which 3D printing technology fits your project? At Yigu Technology, we bridge the gap between prototyping and production. Our team brings decades of manufacturing experience across all major additive processes.
We help clients navigate material selection, design optimization, and process choice. Whether you need prototypes for validation, bridge production while tooling builds, or full-scale manufacturing, we deliver quality parts on your timeline.
Contact our engineers today with your part files or requirements. We'll recommend the optimal technology, provide a quote, and get your project moving. Let's build something great together.