Introduction
Injection molding is one of the most widely used manufacturing processes for plastic parts. At the heart of this process lies the mould. Among the various mould types, the three plate injection mould stands out for its ability to handle complex parts with precision and efficiency.
Unlike simpler two-plate designs, a three plate mould adds an extra layer of capability. It automatically separates the runner system from the finished part during mould opening. This reduces manual trimming, saves labor, and improves consistency.
This guide covers everything you need to know about three plate injection moulds. You will learn how they work, their key components, how they compare to other mould types, and what to consider when choosing one for your application.
What Is a Three Plate Injection Mould?
A three plate injection mould consists of three main plates:
- Fixed clamping plate (stationary)
- Moving clamping plate (movable)
- Middle plate (also called the runner plate or stripper plate)
The middle plate is the distinguishing feature. It separates the runner system from the cavities during mould opening. This allows the runner—the channels that carry molten plastic—to be removed automatically.
This design is especially valuable for small, intricate parts like electronic connectors or medical device components. The automatic runner separation ensures consistent quality in high-volume production.
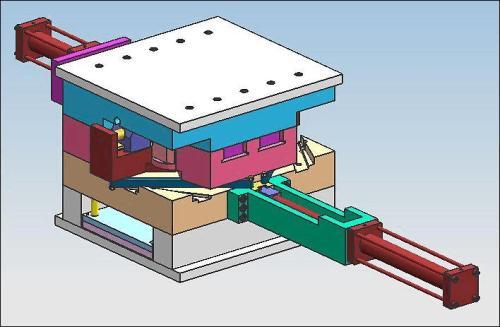
How Does a Three Plate Injection Mould Work?
Step-by-Step Process
Clamping: The moving clamping plate drives toward the fixed plate. The three plates close firmly, creating a sealed cavity. Clamping force must be sufficient to prevent the mould from opening during injection. For a medium-sized mould producing automotive interior parts, clamping force may range from 500 to 1,000 tons, depending on part size and complexity.
Injection: Molten plastic—heated to its processing temperature in the barrel—is forced through the sprue into the runner system. The runner distributes the plastic evenly to the cavities. In a multi-cavity mould for small electronic components, injection time may be 1 to 3 seconds.
Packing and Holding: After cavity filling, packing pressure compensates for shrinkage as the plastic cools. This pressure is maintained for a holding period—typically a few seconds—to ensure correct dimensions and density. For high-precision parts like medical components, precise packing is critical.
Cooling: Cooling channels circulate a cooling medium (usually water) through the mould plates. This removes heat, solidifying the plastic into the cavity shape. Cooling time varies with part size. A large automotive bumper may require 3 to 5 minutes to cool sufficiently for distortion-free ejection.
Mould Opening: The moving plate retracts. The middle plate separates first, pulling the runner system away from the cavities. This automatic runner separation is a key advantage of the three plate design.
Ejection: After full mould opening, ejector pins push the solidified part out of the cavity. For complex parts with undercuts, additional mechanisms like lifters may be used to move undercut portions out of the way before ejection.
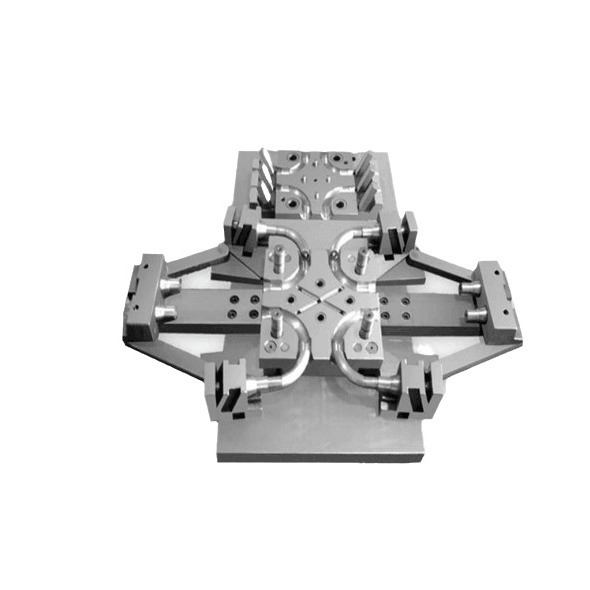
What Are the Key Components?
| Component | Role |
|---|---|
| Fixed Clamping Plate | Stationary part attached to the machine’s fixed platen; holds the cavity insert and sprue bushing |
| Moving Clamping Plate | Moves toward and away from fixed plate; houses the core insert, ejection system, and sometimes runner components |
| Middle Plate (Runner Plate) | Unique to three plate moulds; separates runner from cavities during opening; contains runner channels |
| Cavity and Core Inserts | Cavity defines outer shape; core defines inner shape; typically made from high-quality steel like P20 or H13 |
| Runner System | Sprue (main channel), runners (secondary channels), and gates (openings to cavities); ensures even plastic distribution |
| Ejection System | Ejector pins, ejector plates, and lifters; removes solidified parts from the mould |
How Does a Three Plate Mould Compare to Other Mould Types?
Three Plate vs. Two Plate Moulds
| Aspect | Three Plate Mould | Two Plate Mould |
|---|---|---|
| Structure | Three plates: fixed, moving, and middle | Two plates: fixed and moving |
| Cost | More expensive due to additional plate and complexity | Less costly; simpler design |
| Runner System | Automatic runner separation during opening | Runner and part eject together; requires manual trimming |
| Gating Options | More flexible; multiple gating points possible | Limited gating options |
| Suitability | Small, complex parts with tight tolerances; multi-cavity applications | Larger, simpler parts where cost-effectiveness is key |
Three Plate vs. Compression Mould
Compression moulding uses pre-measured material placed into a heated cavity. Pressure is applied, causing the material to flow and fill. Key differences:
- Compression moulding is mainly for thermosetting plastics; three plate moulds are for thermoplastics
- Compression moulding generally has longer cycle times due to curing requirements
- Three plate moulds offer faster cycles and more design flexibility
Three Plate vs. Blow Mould
Blow moulding creates hollow parts like bottles. A parison (tube of molten plastic) is placed in a mould, and air inflates it against the cavity walls. Key differences:
- Blow moulding is specialized for hollow objects
- Three plate moulds produce solid and complex parts with internal features
- Three plate moulds offer greater versatility in part shapes and multi-component molding
What Should You Consider When Choosing a Three Plate Mould?
Material Considerations
The plastic being molded drives material selection. Different plastics have varying melt flow rates, shrinkage rates, and temperature requirements.
| Plastic Type | Mould Material Recommendation |
|---|---|
| Standard plastics (ABS, PP) | P20 steel—good machinability, cost-effective |
| High-temperature plastics (PEEK) | H13 steel—excellent heat resistance and strength |
| High-volume production | NAK80 or 718—better wear resistance, longer tool life |
Production volume matters:
- Low volume (under 50,000 parts): P20 may suffice
- High volume (over 500,000 parts): Invest in premium materials like NAK80 or 718 to reduce long-term replacement costs
Manufacturer Reputation and Experience
A well-established manufacturer brings:
- Technical expertise in complex mould design
- Advanced manufacturing equipment for precision
- Deep understanding of runner systems, gating, and cooling optimization
- Reliable after-sales support, including spare parts and maintenance guidance
Ask potential suppliers:
- How many three plate moulds have they built?
- Can they share case studies similar to your application?
- What quality control processes do they follow?
Customization Options
Three plate moulds offer significant customization possibilities:
Cavity and core shapes: Complex geometries, internal features, and undercuts can be accommodated with specialized ejection mechanisms like lifters or slides.
Runner system and gating: Customized runner layouts improve plastic flow efficiency and reduce material waste. Gate locations can be optimized to minimize weld lines and ensure uniform filling.
Surface finish: High-gloss or textured finishes can be achieved through appropriate machining or surface treatment processes.
Yigu Technology’s Perspective
As a custom supplier of non-standard plastic and metal products, we rely on three plate injection moulds for many complex projects. Their ability to handle intricate geometries and multiple cavities makes them invaluable.
Experience matters: Our team has extensive experience designing and optimizing three plate moulds. We customize every aspect—from runner systems to cavity design—to match specific materials and product geometries.
Cost-effectiveness: The automatic runner separation feature reduces post-processing labor. This is a significant advantage in custom manufacturing, where efficiency directly impacts client costs.
Complex applications: For plastic-metal composite parts, our expertise in three plate moulds enables precise integration of different materials. This ensures high-quality end products that meet demanding specifications.
Conclusion
Three plate injection moulds offer distinct advantages for producing complex, high-precision plastic parts. Their three-plate design enables automatic runner separation, reducing post-processing labor and improving consistency. They provide greater gating flexibility than two plate moulds and are well-suited for multi-cavity applications.
Choosing the right three plate mould requires careful consideration of materials, production volume, and manufacturer expertise. When matched correctly to your application, a three plate mould delivers reliable performance, tight tolerances, and efficient production cycles.
For manufacturers working with intricate parts—whether in electronics, medical devices, or automotive—the three plate injection mould remains a versatile and valuable tool.
FAQ
What is the main advantage of a three plate injection mould over a two plate mould?
The main advantage is automatic runner separation. The middle plate pulls the runner away from the cavities during mould opening, eliminating the need for manual trimming. This saves labor and improves production consistency.
When should I choose a three plate injection mould?
Choose a three plate mould for small, complex parts with tight tolerances, multi-cavity applications, or when multiple gating points are needed. It is ideal for products like electronic connectors, medical device components, and intricate automotive parts.
What materials are best for three plate injection moulds?
For standard plastics and low-to-medium volumes, P20 steel offers good machinability and cost-effectiveness. For high-temperature plastics like PEEK, H13 steel provides excellent heat resistance. For high-volume production, premium materials like NAK80 or 718 deliver longer tool life and better wear resistance.
Contact Yigu Technology for Custom Manufacturing
Looking for a reliable partner for your three plate injection mould needs? Yigu Technology specializes in custom non-standard plastic and metal products. Our team combines technical expertise with hands-on experience to deliver moulds that meet your exact specifications.
Reach out today to discuss your next project. Let us help you achieve precision and efficiency with the right mould solution.