Introduction
Plastic injection parts are everywhere. They form the dashboard in your car. They protect the electronics in your smartphone. They deliver life-saving medication through medical syringes. A typical car contains over 100 kg of plastic parts , with injection-molded components accounting for a significant portion. In a standard smartphone, more than 50% of non-electronic components are plastic injection parts.
These factories are not just production facilities. They are the engine rooms of modern manufacturing, transforming raw plastic pellets into precision components that enable industries to function.
This guide explores how plastic injection part factories operate, the factors that determine part quality, and what separates excellent factories from average ones.
How Does the Plastic Injection Process Work?
Step 1: Raw Material Preparation
The process begins with selecting the appropriate plastic resin. Common types:
| Material | Properties | Applications |
|---|---|---|
| ABS | Impact resistance, good surface finish | Electronic enclosures, automotive interiors |
| PP | Chemical resistance, fatigue resistance | Food packaging, automotive components |
| PE | Chemical resistance, flexibility (LDPE), strength (HDPE) | Pipes, bottles, plastic bags |
| PC | Impact strength, optical clarity, heat resistance | Safety goggles, headlight lenses |
Hygroscopic materials—nylon, for example—must be dried to remove moisture. Moisture causes bubbles and voids. Drying occurs in hopper dryers at 80°C to 120°C depending on resin type.
Step 2: Heating and Melting
Pellets feed into the hopper and enter the barrel. A rotating screw conveys them forward. Electric heaters raise temperature to melting point:
- PE: 110°C – 130°C
- PC: 220°C – 240°C
Shear from the screw generates additional heat, transforming solid pellets into a homogeneous, viscous melt.
Step 3: Injection
The screw acts as a piston, exerting high pressure—50 to 200 MPa —forcing molten plastic through the nozzle into the mold cavity.
Injection speed is critical:
- High speed for thin-walled parts (fills before cooling)
- Lower speed for complex geometries (even filling, prevents air entrapment)
Step 4: Packing and Holding Pressure
After cavity filling, holding pressure compensates for shrinkage during cooling. Pressure is lower than injection pressure but maintained for seconds to a minute. This ensures dimensional accuracy and surface quality.
Step 5: Cooling
Cooling channels circulate coolant—water or water-glycol mixture—through the mold. Cooling time varies:
- Thin-walled PP part: 5 – 10 seconds
- Thick-walled PC part: 30 seconds to 1 minute
Step 6: Ejection
Ejector pins push the solidified part out. For complex shapes, side-action slides or lifters release undercuts. Parts may then undergo trimming, deburring, or surface finishing.
What Key Equipment Do Factories Use?
Injection Molding Machine
Screw: Conveys, melts, and mixes plastic. Design factors—length-to-diameter ratio, flight pitch, compression ratio—affect plasticization efficiency. Higher compression ratios suit polymers with wide melting ranges.
Barrel: High-strength alloy steel cylinder with multiple heating zones for precise temperature control.
Nozzle: Small orifice increases pressure for smooth filling. Needle-valve nozzles prevent drooling when injection stops.
Clamping Unit: Holds mold closed during injection and cooling. Clamping force ranges from hundreds of tons for small parts to thousands of tons for large automotive components.
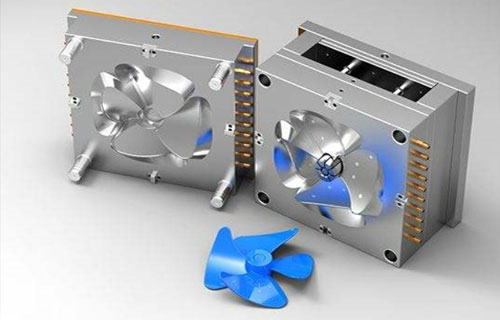
Mold
Structure: Two halves—fixed and moving. Cavity forms outer shape; core forms inner shape.
Types:
| Mold Type | Description | Applications |
|---|---|---|
| Single-cavity | One part per cycle | Low-volume production, complex geometries |
| Multi-cavity | Multiple identical parts per cycle | High-volume production (buttons, small components) |
| Stack mold | Multiple cavity layers | Maximizes output with minimal floor space |
What Factors Affect Part Quality?
Material Selection
| Material | Strength/Toughness | Thermal Resistance | Chemical Resistance |
|---|---|---|---|
| ABS | Excellent impact resistance (25–50 MPa tensile) | Moderate (HDT 90–110°C) | Limited; affected by strong solvents |
| PP | Good chemical resistance; fatigue resistance | High melting point (160–170°C) | Excellent |
| HDPE | High tensile strength, pressure resistance | Melting point 125–135°C | Excellent |
| LDPE | Flexible, low-temperature impact | Melting point 105–115°C | Excellent |
| PC | High impact (60–70 MPa tensile), optical clarity | HDT >130°C | Sensitive to polar solvents, UV |
Process Parameters
Injection Pressure: 50–200 MPa. Too high causes flash, over-packing, internal stress. Too low causes short shots. A plastic gear molded at 80 MPa had no flash; at 120 MPa, flash formed on gear teeth, causing meshing issues.
Injection Speed: Fast speeds fill thin walls quickly but can cause air entrapment and high shear stress. A smartphone back cover molded at high speed without proper venting developed large voids, weakening the structure.
Cooling Time: Too short causes warping; too long reduces efficiency. Reducing cooling time by 20% on plastic chair seats increased warped parts by 30%.
Mold Design and Maintenance
Gate design: Determines how plastic enters the cavity. Point gates minimize visible marks on toys; direct gates suit large parts but leave marks.
Flow channel design: Balanced runner systems ensure even distribution. Uneven sub-runners in multi-cavity molds produce parts with different weights and quality.
Cooling system design: Strategic cooling channel placement ensures uniform heat removal. Uneven cooling causes warping—if channels are too close to one side, that side cools faster, warping the part.
Maintenance:
| Activity | Purpose |
|---|---|
| Regular cleaning | Removes residue that affects surface finish |
| Lubrication | Reduces friction on ejector pins, slides |
| Wear inspection | Detects cracks, erosion, deformation before they affect quality |
What Distinguishes Excellent Factories?
Advanced Technology
- Automated production lines: Robots handle part removal, reducing cycle time and human error
- Real-time monitoring: Sensors track temperature, pressure, speed; deviations corrected immediately
- Precision tooling: Molds with accuracy to ±0.005 mm for tight-tolerance parts
Robust Quality Control
- In-process inspections: Checks at multiple stages—after plasticization, injection, cooling
- Final inspection: CMM (Coordinate Measuring Machine) for dimensional accuracy; visual inspection for surface defects
- Statistical Process Control (SPC): Tracks process variables; flags trends before defects occur
Experienced Workforce
- Engineers understand material behavior—shrinkage, flow, thermal properties
- Technicians optimize process parameters for each part geometry
- Continuous training on new materials and technologies
Material Management
- Reliable suppliers with consistent quality
- Regular material testing—melt flow index, mechanical properties
- Proper storage: sealed containers, humidity control for hygroscopic materials
Cost-Effectiveness
| Factor | Excellent Factory Approach |
|---|---|
| Economies of scale | High-volume production spreads fixed costs (molds, equipment) |
| Waste reduction | Optimized processes achieve material utilization >95% |
| Energy efficiency | Servo-hydraulic machines, optimized cooling |
| Value-added services | In-house mold making, design assistance, assembly |
What Does a Real-World Example Look Like?
A medical device manufacturer needed 2 million syringe barrels annually with tight tolerances (±0.05 mm) and zero surface defects. The factory selected was a high-quality injection part facility with:
- Technology: All-electric injection molding machines with real-time monitoring
- Quality: In-process inspection at each cycle; CMM verification
- Material: Medical-grade PP from certified supplier, dried to <0.05% moisture
- Mold: Multi-cavity (8 cavities) with polished surfaces for smooth finish
Process parameters:
- Melt temperature: 220°C
- Injection pressure: 120 MPa
- Cooling time: 12 seconds
The result: consistent quality across 2 million units, defect rate under 0.5%, and on-time delivery meeting the manufacturer’s launch schedule.
Conclusion
Plastic injection part factories are the backbone of modern manufacturing. They produce essential components for automotive, electronics, medical, and consumer goods industries through a precise, multi-step process: material preparation, heating, injection, packing, cooling, and ejection.
Key equipment includes injection molding machines (screw, barrel, nozzle, clamping unit) and molds (single-cavity, multi-cavity, stack).
Part quality depends on:
- Material selection: ABS for impact, PP for chemical resistance, PC for clarity and strength
- Process parameters: Injection pressure (50–200 MPa), speed, cooling time
- Mold design: Gate type, runner balance, cooling system
- Maintenance: Cleaning, lubrication, wear inspection
Excellent factories invest in advanced technology (automation, real-time monitoring), robust quality control (SPC, CMM), experienced workforce, and efficient material management.
The result is consistent, high-quality parts that enable industries to innovate and deliver reliable products.
FAQ
What are the most common plastic materials used in injection molding?
ABS offers impact resistance for electronic enclosures and automotive interiors. PP provides chemical resistance for food packaging and automotive components. PE comes in HDPE (strength, pipes) and LDPE (flexibility, bags). PC delivers impact strength and optical clarity for safety goggles and headlight lenses.
How can I ensure the quality of plastic injection parts?
Choose a factory with robust quality control: raw material testing, in-process inspections, CMM dimensional verification, and SPC monitoring. Look for certifications like ISO 9001. Request samples and inspect for surface defects, dimensional accuracy, and mechanical properties.
What causes warping in injection-molded parts?
Uneven cooling is the primary cause. If cooling channels are not uniformly placed or coolant flow is unbalanced, one area cools faster than another, causing differential shrinkage. Solutions include optimizing cooling channel layout, adjusting cooling time, and ensuring uniform wall thickness in part design.
What is the difference between single-cavity and multi-cavity molds?
Single-cavity molds produce one part per cycle. They are used for low-volume production or parts with complex geometries. Multi-cavity molds produce multiple identical parts per cycle, significantly increasing production efficiency for high-volume parts like buttons, connectors, or small components.
How does injection pressure affect part quality?
Insufficient pressure (too low) causes short shots—incomplete filling. Excessive pressure (too high) causes flash (excess plastic around edges), over-packing (internal stresses), and potential mold damage. Optimal pressure—typically 50–200 MPa—depends on material viscosity, part geometry, and mold design.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology , we are a custom plastic and metal parts manufacturer. Our injection molding facilities feature all-electric machines with real-time monitoring. We use precision tooling to ±0.005 mm.
Our quality control includes in-process inspections, CMM verification, and SPC tracking. We work with ABS, PP, PE, PC, and medical-grade materials. From automotive components to medical devices, we deliver consistent, high-quality parts.
Contact Yigu Technology today to discuss your plastic injection part project.