Introduction
Behind every plastic part you touch—from a simple bottle cap to a complex medical device—lies a hidden hero: injection molding tooling. This is the mold that shapes molten plastic into finished products. Without it, injection molding is just an idea.
Tooling is where precision meets engineering. It determines your part’s quality, consistency, and cost. Get it right, and production runs smoothly for years. Get it wrong, and you face defects, delays, and expensive rework.
At Yigu Technology, we’ve designed and built tooling for industries ranging from automotive to medical. In this guide, we’ll demystify injection molding tooling—how it works, what materials to use, and how to get it right.
What Exactly Is Injection Molding Tooling?
In simple terms, injection molding tooling is the mold that shapes plastic parts. It consists of two main halves: the cavity and the core.
- The cavity forms the outer shape of the part
- The core creates internal features like holes, ribs, or threads
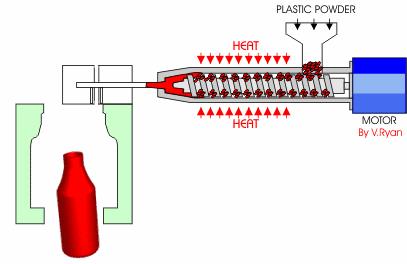
When molten plastic injects into the closed mold, it fills the space between the cavity and core. After cooling, the mold opens, and the part ejects.
Think of it like a waffle iron. You pour batter (molten plastic) into the iron (mold). The iron shapes the waffle (part). The difference? Injection molding tooling operates under extreme pressure and heat, cycle after cycle, with precision measured in thousandths of a millimeter.
How Is a Mold Designed?
Mold design is the foundation of successful injection molding. A poorly designed mold produces defective parts—no matter how good the machine or material.
Product Structure
The part’s geometry dictates mold complexity. Simple, flat parts need basic molds. Parts with undercuts, threads, or internal cavities require advanced features.
Undercuts: Features that protrude or create pockets need side-action mechanisms. Slides or lifters move into position during injection, then retract so the part can eject. Without them, the part would be trapped in the mold.
Real-world example: A plastic container with a snap-fit lid requires undercuts on the lid and container rim. A mold with slides creates these features cleanly—allowing the parts to snap together after molding.
Dimensions and Tolerances
Precision starts with the mold. High-precision parts—like medical device components or electronic connectors—require molds with tolerances as tight as ±0.01mm.
Achieving this demands:
- High-quality machining (CNC milling, EDM)
- Stable materials that don’t warp during processing
- Inspection using coordinate measuring machines (CMMs) to verify every dimension
A mold that holds tight tolerances produces consistent parts. A mold that drifts creates scrap.
Cooling Channels
Cooling accounts for 70–80% of cycle time. Efficient cooling means faster cycles and lower costs.
Modern molds use conformal cooling channels—passages that follow the part contour, not just straight lines drilled through the mold. This provides even cooling, reduces cycle time, and minimizes warpage.
What Materials Are Used for Tooling?
The material you choose for your mold affects cost, lifespan, and production speed.
| Material | Advantages | Disadvantages | Best For |
|---|---|---|---|
| Steel | High strength, excellent wear resistance, long lifespan (500,000–1M+ cycles) | High cost, heavy, longer heat-up time | High-volume production, abrasive materials (glass-filled nylon), tight tolerances |
| Aluminum | Lightweight, good thermal conductivity (faster cooling), lower cost | Less durable (10,000–50,000 cycles), wears faster | Low-volume production, prototypes, short runs |
| Copper alloys | Exceptional thermal conductivity (fastest cooling), good corrosion resistance | Relatively soft, higher cost than aluminum | High-cavitation molds, areas needing rapid cooling |
Selection guide:
- High volume (100,000+ parts): Steel. The upfront cost pays back through longevity.
- Low volume (under 10,000 parts): Aluminum. Lower investment, faster lead time.
- Prototypes: Aluminum or soft steel. Test the design before committing to production tooling.
Real-world example: A Yigu Technology client needed 2 million parts per year. We built a hardened steel mold. Initial cost was higher, but after 18 months, the per-part cost was 40% lower than using aluminum molds that would have needed replacement.
How Is a Mold Manufactured?
Building a mold is a multi-step process requiring precision at every stage.
Milling
CNC milling removes material from a steel or aluminum block to create the basic shape. Modern 5-axis CNC machines can carve complex 3D contours in a single setup, ensuring accuracy and reducing lead time.
Drilling and Boring
Holes are drilled for:
- Cooling channels: Water passages that control mold temperature
- Ejector pins: Push the finished part out
- Mounting hardware: Secure the mold to the injection molding machine
Boring enlarges and finishes these holes to precise diameters and surface finishes.
Electrical Discharge Machining (EDM)
EDM uses electrical sparks to erode material. It’s essential for:
- Sharp internal corners that milling can’t reach
- Fine details like small ribs or text
- Hardened steel that’s difficult to machine conventionally
EDM can achieve tolerances of ±0.005mm—critical for precision molds.
Finishing and Polishing
Surface finish matters. A polished cavity produces glossy parts. A textured cavity (achieved through EDM or chemical etching) creates matte or patterned surfaces.
Inspection
Throughout manufacturing, coordinate measuring machines (CMMs) verify dimensions. These machines measure with accuracy up to ±0.001mm—ensuring the mold matches the design exactly.
What Makes a Mold Successful?
Proper Venting
Air trapped in the mold causes burns, bubbles, or incomplete filling. Vents—tiny channels along the parting line—let air escape. Vent depth typically ranges from 0.02mm to 0.05mm. Too deep, and plastic flashes out. Too shallow, and air can’t escape.
Balanced Filling
The runner system—channels that carry plastic from the nozzle to the cavities—must deliver material evenly. Unbalanced flow causes some cavities to fill faster than others, creating inconsistent parts.
Mold flow analysis software simulates filling before steel is cut. It identifies:
- Air traps
- Weld lines (where two flow fronts meet)
- Unbalanced filling
- Potential sink marks
Fixing these issues in software costs nothing. Fixing them after machining costs time and money.
Ejection System
Ejector pins push the part out of the mold. Their placement matters:
- Too few pins: part distorts or sticks
- Too many: visible witness marks on the part
- Poor placement: part ejects unevenly
For delicate parts, stripper plates or air ejection replace traditional pins to avoid damage.
How Does Yigu Technology Approach Tooling?
At Yigu Technology, we see tooling as the most critical investment in any injection molding project. Our approach combines experience, technology, and service.
Advanced Design
We use CAD/CAM systems and mold flow simulation to design molds that work the first time. Simulation predicts filling patterns, cooling behavior, and potential defects—letting us optimize before machining.
Precision Manufacturing
Our facility includes CNC milling, EDM, and CMM inspection. We maintain tolerances that meet the most demanding applications—medical, automotive, and electronics.
Material Expertise
We guide clients on mold material selection based on production volume, part complexity, and budget. Need a million parts from abrasive glass-filled nylon? We recommend hardened steel. Running 5,000 parts for a market test? Aluminum saves upfront cost.
Collaborative Service
From design consultation to after-sales support, we stay engaged. When issues arise—and in manufacturing, they sometimes do—we troubleshoot quickly to minimize downtime.
Case example: A client’s mold showed unexpected wear after 50,000 cycles. We analyzed the issue, discovered a gate location causing excessive shear, and modified the mold. The modified tool ran another 400,000 cycles without issue.
Conclusion
Injection molding tooling is the secret to successful plastic manufacturing. It’s where precision engineering meets practical production. A well-designed, well-built mold delivers consistent parts, fast cycles, and long life. A poor mold delivers scrap, delays, and frustration.
Success requires:
- Thoughtful design that considers part geometry, tolerances, and cooling
- Material selection matched to production volume and part requirements
- Precision manufacturing with rigorous inspection
- Experienced partners who understand the nuances of tooling
Invest in your tooling. It’s the one component that touches every part you’ll ever make.
FAQ
What factors should be considered when choosing injection molding tooling materials?
Four factors matter most. Mold life: Steel lasts 500,000–1M+ cycles; aluminum lasts 10,000–50,000 cycles. Cost: Aluminum costs less upfront but may need replacement sooner. Part requirements: Tight tolerances or abrasive materials demand steel. Thermal conductivity: Aluminum and copper alloys cool faster, reducing cycle time. Match material to your production volume and part specifications.
How to reduce the occurrence of defects in injection-molded plastic products?
Start with mold design. Proper venting prevents air traps. Balanced runner systems ensure uniform filling. Efficient cooling minimizes warpage. Next, control process parameters: maintain consistent temperature, pressure, and injection speed. Finally, use simulation software to predict and eliminate issues before cutting steel. Prevention costs far less than rework.
Can injection molding tooling be used for small-batch production?
Yes, but economics differ. For small batches (under 10,000 parts), aluminum molds offer lower upfront cost and faster lead times. For very small runs (hundreds of parts), consider prototype tooling or even 3D-printed molds. However, per-part cost will be higher than high-volume runs. If your small batch has complex geometry or tight tolerances, injection molding may still be the best option—just choose tooling material accordingly.
What is the typical lead time for injection molding tooling?
Lead times vary based on complexity. A simple aluminum mold for a basic part may take 2–4 weeks. A complex steel mold with slides, lifters, and conformal cooling can take 8–12 weeks or more. Factors include design time, material availability, machining complexity, and inspection requirements. Plan accordingly—rushing tooling often compromises quality.
How long does an injection mold last?
Mold life depends on material and maintenance. Hardened steel molds for non-abrasive materials can last 500,000 to 1 million cycles. Aluminum molds typically last 10,000 to 50,000 cycles. Abrasive materials like glass-filled nylon wear molds faster. Regular maintenance—cleaning, lubrication, and inspection—extends life significantly. A well-maintained steel mold can produce parts for decades.
Contact Yigu Technology for Custom Manufacturing
Ready to invest in tooling that delivers? At Yigu Technology, we combine decades of experience with precision manufacturing to build molds that perform. We work across industries—medical, automotive, electronics, and consumer goods—providing custom tooling solutions from design through production.
Whether you need a prototype mold or high-volume production tooling, our team delivers quality, reliability, and support. Contact us today to discuss your project and let us show you what great tooling can do.