Introduction
Metal manufacturing has always involved trade-offs. Machining gives precision but wastes material. Casting handles complex shapes but lacks strength. Forging creates strength but limits geometry.
Selective Laser Melting (SLM) changes this. Also called Laser Powder Bed Fusion (LPBF), it uses a high-powered laser to melt metal powder layer by layer. The result is parts that are strong like forged metal, complex like castings, and precise like machined components—with minimal waste.
SLM is not just another 3D printing method. It is a fundamental shift in how we make metal parts. In this guide, we will explore how it works, why it matters, and how industries are using it to push the boundaries of what is possible.
What Is Selective Laser Melting (SLM)?
Definition and Core Principles
SLM is an additive manufacturing process that builds metal parts by fully melting metal powder with a laser. Each layer is melted and fused to the layer below, creating a solid, dense part.
The key distinction: SLM fully melts the powder. This is different from sintering (SLS), which fuses particles without full melting. Full melting produces parts with 99.5 percent density or higher, approaching wrought metal properties.
Key fact: SLM parts achieve mechanical properties comparable to forged or cast metals. This makes them suitable for load-bearing, high-stress applications.
How Does SLM Work?
The process follows a precise sequence:
| Step | Description |
|---|---|
| 1. CAD Design | Create a 3D model of the part |
| 2. Slicing | Software cuts the model into thin layers (20–100 microns) |
| 3. Powder Spreading | A recoater blade spreads a thin layer of metal powder |
| 4. Laser Melting | A laser melts the powder where the part exists |
| 5. Layer Repetition | Platform lowers, new powder spreads, process repeats |
| 6. Cooling & Removal | Part cools, excess powder removed, post-processing begins |
Real-world example: A turbine blade with internal cooling channels is designed in CAD. The channels are impossible to machine. SLM builds the blade layer by layer, with the channels formed as part of the process.
What Is the History of SLM Technology?
From Prototyping to Production
SLM emerged from research in the early 1990s. The first commercial systems appeared in the late 1990s, primarily for rapid prototyping.
| Era | Development |
|---|---|
| 1990s | First commercial SLM machines; focused on prototyping |
| 2000s | Adoption in aerospace, automotive, medical; driven by demand for lightweight, high-performance parts |
| 2010s | Machine speed increases; material variety expands; post-processing improves |
| Present | Multi-laser systems, real-time monitoring, AI-driven optimization |
Key fact: Early SLM machines had single 200W lasers and build volumes under 200 mm. Today’s industrial systems feature 4 to 12 lasers with 500–1,000W each and build volumes over 500 mm.
What Are the Advantages of SLM Technology?
Material Efficiency
Traditional subtractive manufacturing wastes material. Machining a titanium bracket can waste 70 to 90 percent of the raw material.
SLM uses only the material that becomes the part. Unused powder is collected, sieved, and reused. Typical powder reuse rates reach 95 percent.
Key fact: For expensive materials like titanium ($30–$50 per kg) or Inconel ($50–$100 per kg), material savings alone can justify SLM investment.
Superior Mechanical Properties
SLM parts achieve exceptional mechanical properties due to rapid solidification. The molten metal cools quickly, creating a fine-grain microstructure.
| Material | SLM Tensile Strength | Wrought/Cast Equivalent |
|---|---|---|
| Ti-6Al-4V | 900–1,100 MPa | 900–1,000 MPa |
| AlSi10Mg | 300–400 MPa | 250–350 MPa |
| 316L Stainless | 500–650 MPa | 500–600 MPa |
| Inconel 718 | 1,100–1,400 MPa | 1,100–1,300 MPa |
Key fact: SLM parts achieve 99.5–99.9 percent density, with mechanical properties matching or exceeding cast equivalents.
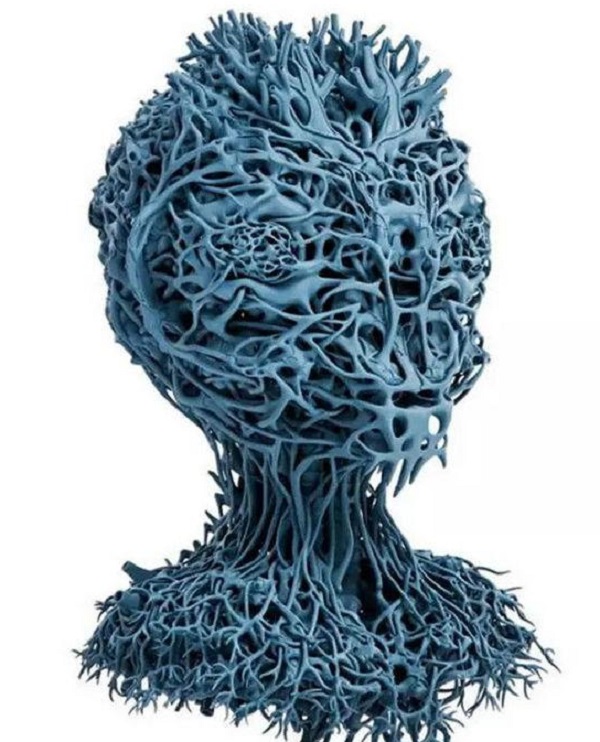
Design Complexity
This is where SLM truly shines. Traditional manufacturing imposes design constraints. SLM removes them.
| Design Feature | Traditional Manufacturing | SLM |
|---|---|---|
| Internal channels | Difficult or impossible | Routine |
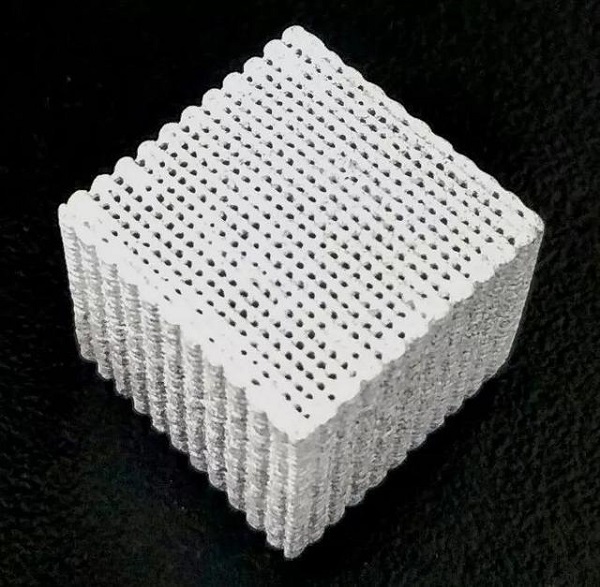
| Lattice structures | Cannot produce | Easy |
| Conformal cooling | Limited | Direct integration |
| Part consolidation | Multiple parts assembled | One printed part |
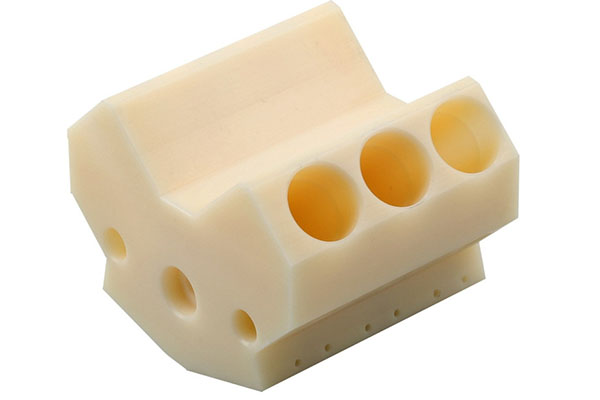
Real-world example: A hydraulic manifold traditionally required multiple machined blocks with seals and fasteners. SLM printed the manifold as one piece. The new design eliminated 12 seals and 30 fasteners while reducing weight by 60 percent.
Lightweight Structures
Weight reduction is critical in aerospace and automotive. SLM enables lattice structures and topology optimization.
Key fact: SLM-printed brackets can be 40–60 percent lighter than machined equivalents while maintaining the same strength.
What Materials Work with SLM?
SLM supports a wide range of metal powders.
| Material | Key Properties | Applications |
|---|---|---|
| Titanium (Ti-6Al-4V) | High strength-to-weight, biocompatible | Aerospace, medical implants |
| Aluminum (AlSi10Mg) | Lightweight, good thermal conductivity | Automotive, heat exchangers |
| Stainless Steel (316L, 17-4 PH) | Corrosion resistant, strong | Industrial parts, tools |
| Inconel 718 | High-temperature strength | Turbine blades, engine components |
| Cobalt Chrome | Wear resistant, biocompatible | Dental implants, orthopedic devices |
| Copper | High thermal and electrical conductivity | Heat exchangers, electronics |
Key fact: Copper’s high reflectivity makes it challenging for standard fiber lasers. Specialized green or blue lasers improve absorption.
What Are the Key Applications of SLM?
Aerospace
Aerospace demands lightweight, high-strength parts that withstand extreme conditions. SLM delivers.
Case Study: GE Fuel Nozzle
GE Aviation redesigned a jet engine fuel nozzle for SLM. The original design required 20 parts assembled. The SLM version is one piece, 25 percent lighter, and five times more durable. GE has produced over 100,000 of these nozzles.
Case Study: Turbine Blades
Turbine blades with internal cooling channels improve engine efficiency. SLM creates channels that follow the blade contour—impossible with traditional casting.
Automotive
Automotive manufacturers use SLM for prototyping, custom parts, and production.
Case Study: Formula 1 Suspension
A Formula 1 team needed a titanium suspension component with complex geometry. SLM printed the part with internal lattice structures. Weight reduced by 40 percent with no loss in strength. The part performed through an entire racing season.
Case Study: Custom Tooling
A manufacturer printed custom assembly fixtures with conformal cooling channels. Cycle times reduced by 30 percent compared to traditional tooling.
Medical
SLM enables patient-specific medical devices.
Case Study: Custom Implants
A patient needed a custom hip implant due to unique anatomy. SLM printed the implant in titanium with porous surfaces that promote bone ingrowth. The implant was approved for use and successfully implanted.
Case Study: Dental Restorations
Dental labs use SLM to print cobalt chrome crowns and bridges. Each restoration matches the patient’s anatomy with ±0.05 mm accuracy.
What Are the Challenges and Limitations?
Cost
SLM equipment is expensive. Industrial systems cost $500,000 to $1.5 million. Metal powders add $50–$500 per kg. This puts SLM out of reach for many small businesses.
Solution: Use service providers like Yigu Technology to access SLM capabilities without capital investment.
Material Constraints
Not all metals print well. Some alloys crack during solidification. Others are highly reflective.
Solution: Ongoing research expands material compatibility. New alloys are being developed specifically for SLM.
Post-Processing Requirements
SLM parts rarely come off the printer ready to use.
| Post-Process | Purpose |
|---|---|
| Support removal | Remove structures that held overhangs |
| Heat treatment | Relieve residual stresses |
| Machining | Achieve tight tolerances |
| Surface finishing | Improve surface quality |
| Hot isostatic pressing (HIP) | Eliminate internal porosity |
Key fact: Post-processing can add 20–50 percent to the total part cost and lead time.
Build Speed
SLM is slow compared to traditional manufacturing. A part that prints in 24 hours would be cast in minutes or machined in hours.
Solution: Multi-laser systems increase speed. A 4-laser system is 3–4 times faster than a single-laser system.
How Does SLM Compare to Other Metal 3D Printing Technologies?
| Technology | Process | Density | Accuracy | Speed | Best For |
|---|---|---|---|---|---|
| SLM | Laser fully melts powder | 99.5%+ | High | Moderate | High-performance metal parts |
| DMLS | Laser sinters powder (similar to SLM) | 99.5%+ | High | Moderate | Complex metal parts |
| EBM | Electron beam melts powder | 99.5%+ | Moderate | Moderate | Large parts, reactive metals |
| Binder Jetting | Binder + sintering | 95–98% | Moderate | Fast | Medium-volume metal parts |
Key fact: SLM produces higher density and better mechanical properties than binder jetting, but at higher cost and slower speed.
What Does the Future Hold for SLM?
Multi-Laser Systems
Current industrial systems use 4 to 12 lasers working simultaneously. This increases build speed and allows larger parts.
Process Monitoring
Real-time sensors monitor the melt pool, powder bed, and layer quality. AI systems adjust parameters during the build to prevent defects.
New Materials
Research is expanding the range of printable alloys. New aluminum, titanium, and nickel alloys are being developed specifically for SLM.
Hybrid Manufacturing
Combining SLM with CNC machining in one machine. Print near-net shape, then machine to final tolerances without moving the part.
Lower Costs
As technology matures, equipment and powder costs are declining. More businesses will adopt SLM for production.
Yigu Technology’s View
At Yigu Technology, we use SLM to produce custom metal parts for clients across industries.
Case Study: Aerospace Bracket
A client needed a titanium bracket with internal lattice structures. Traditional machining was impossible. We used SLM with Ti-6Al-4V. The bracket achieved 55 percent weight reduction while meeting all strength requirements. Post-processing included heat treatment and CNC finishing.
Case Study: Medical Implant
A medical device company needed a custom titanium implant for a patient with a complex bone defect. We printed the implant with porous surfaces designed for osseointegration. The implant passed all biocompatibility tests and was successfully implanted.
Our Approach
We select SLM when the part demands:
- High strength (titanium, Inconel, stainless steel)
- Complex geometry (internal channels, lattices)
- Low to medium volume (1–500 units)
- Tight tolerances (±0.05 mm)
For other applications, we use alternative technologies. The right tool for the right job.
Conclusion
Selective Laser Melting (SLM) has revolutionized metal 3D printing. It produces parts with the strength of forged metal, the complexity of castings, and the precision of machining—with minimal waste.
SLM enables designs that were previously impossible. Internal cooling channels. Lattice structures. Consolidated assemblies. Lightweight components. These are not just incremental improvements. They are fundamental shifts in what metal parts can do.
Challenges remain. Cost is high. Post-processing adds time. But the trajectory is clear. SLM is moving from prototyping to production. It is being adopted across aerospace, automotive, medical, and industrial sectors.
The future of metal manufacturing will not be exclusively SLM. But SLM will be an essential tool in the toolbox—enabling parts that no other method can produce.
FAQ
What types of materials can be used in SLM?
SLM supports a variety of metals, including titanium (Ti-6Al-4V), stainless steel (316L, 17-4 PH), aluminum (AlSi10Mg), cobalt chrome, and nickel-based superalloys (Inconel 718). Each material offers unique properties suited to specific applications—biocompatibility for medical, heat resistance for aerospace, strength for industrial.
How does SLM compare to other metal 3D printing technologies?
Compared to DMLS, SLM is functionally similar—both use lasers to melt metal powder. Compared to EBM, SLM offers higher precision and smoother surface finish. Compared to binder jetting, SLM produces higher density and better mechanical properties, but at higher cost and slower speed.
What are the main post-processing steps after SLM printing?
Essential post-processing steps include:
- Support removal – Cutting or machining away support structures
- Heat treatment – Stress relieving or annealing to improve mechanical properties
- Machining – CNC finishing to achieve tight tolerances
- Surface finishing – Polishing, sandblasting, or coating
- Hot isostatic pressing (HIP) – Eliminates internal porosity for critical applications
Contact Yigu Technology for Custom Manufacturing
Need SLM metal 3D printing for your next project? Yigu Technology offers professional SLM services for titanium, aluminum, stainless steel, and nickel alloys. We handle complex geometries, custom designs, and low to medium volumes.
Contact us today to discuss your project. Let our expertise bring your metal designs to life.