Additive manufacturing builds parts layer by layer; subtractive manufacturing removes material from solid blocks. This article compares both methods—their strengths, weaknesses, and when to use each for your projects.
Introduction
In today's manufacturing landscape, Additive Manufacturing (AM) and Subtractive Manufacturing (SM) stand as two fundamental pillars. Each offers unique characteristics, capabilities, and applications. Understanding both is essential for making informed decisions in product development, production planning, and supply chain management.
Additive Manufacturing, commonly called 3D printing, builds three-dimensional objects layer by layer from a digital model. Starting with a CAD file, the machine deposits materials—plastics, metals, ceramics, or composites—in precise patterns, gradually building up the object. This method enables complex geometries impossible to achieve with traditional techniques.
Subtractive Manufacturing takes the opposite approach. It removes material from a larger workpiece to create the desired shape. Processes like milling, turning, drilling, and grinding are typical examples. A block of raw material is gradually shaped using cutting tools until the final product specifications are met. This method has been manufacturing's mainstay for centuries.
The comparison isn't about which is better—it's about understanding how to best utilize each for diverse and evolving needs. For engineers, designers, and decision-makers, knowing the strengths and limitations of each method is crucial.
How Do the Core Processes Differ?
Additive Manufacturing: The Layered Revolution
Additive Manufacturing builds objects layer by layer, following a digital model. This approach opens possibilities for creating complex geometries previously unfeasible.
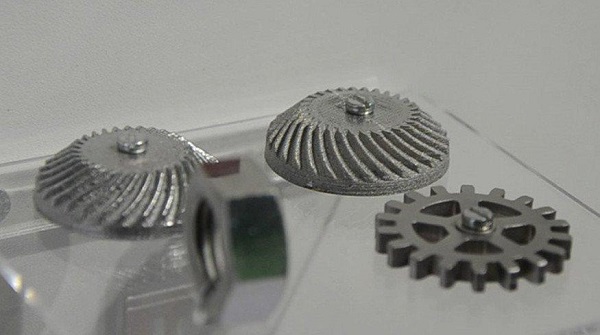
Selective Laser Sintering (SLS) exemplifies AM technology. A high-power laser sinters powdered materials—plastics or metals—fusing powder particles according to each layer's cross-sectional shape. This creates parts with intricate internal structures like lattice patterns that reduce weight while maintaining strength.
For example, in aerospace, SLS-produced components can reduce weight by up to 30% compared to traditionally manufactured counterparts, as reported by GE Aviation in 2023. This weight reduction improves fuel efficiency and enables more innovative aircraft parts.
Advanced AM machines can also deposit multiple materials simultaneously or in sequence. A part might have a rigid outer shell and a flexible inner core—providing both structural integrity and flexibility in a single component.
Subtractive Manufacturing: Precision Through Material Removal
Subtractive Manufacturing removes material from a larger workpiece to create the desired shape. CNC milling and turning are the most common processes.
CNC milling uses rotary cutting tools to remove material from a workpiece. The tool moves in multiple axes (three to five axes in modern machines), allowing complex 3D shapes. This process achieves extremely tight tolerances—often within ±0.01mm.
For medical and aerospace applications where precision is crucial, CNC milling is the go-to process. In orthopedic implants made from titanium alloys, CNC milling creates the intricate shapes required for perfect fit while maintaining high-quality surface finish (Ra < 0.8μm) necessary for biocompatibility.
CNC turning creates cylindrical parts. The workpiece rotates on a spindle while a cutting tool moves along its length and radius to shape it. Turning also achieves high precision and excellent surface finishes. It's common in automotive manufacturing for engine components like crankshafts and camshafts.
However, subtractive manufacturing has drawbacks. The main issue: high material waste. Depending on part complexity, subtractive processes generate 30-70% material waste. When manufacturing a complex aerospace component from a solid metal block, a significant portion of the initial material is removed—increasing raw material costs and creating environmental implications.
How Do Technical Parameters Compare?
Let's examine key technical parameters side by side:
| Parameter | Additive Manufacturing | Subtractive Manufacturing |
|---|---|---|
| Material Utilization | 85–95% | 30–70% |
| Tolerance Range | ±0.05–0.1mm | ±0.01–0.05mm |
| Surface Finish (Ra) | 5–20μm | 0.4–1.6μm |
| Complexity Handling | Internal channels, topology | Simple to moderate shapes |
| Lead Time (Prototyping) | 1–3 days | 5–10 days |
Material Utilization
Additive Manufacturing has a distinct advantage here. Building objects layer by layer—adding material only where needed—achieves 85-95% material utilization. In Direct Metal Laser Sintering (DMLS), powder-based material is precisely fused, leaving very little waste.
Subtractive Manufacturing typically achieves only 30-70% material utilization. When machining a complex aluminum alloy part in CNC milling, large chips are discarded. Even high-end CNC machines in aerospace, working with expensive titanium alloys, struggle to exceed 70% utilization for complex parts.
Tolerance Range
Subtractive Manufacturing generally offers higher precision, with tolerance ranges of ±0.01-0.05mm. CNC machining centers with advanced controls and quality cutting tools achieve extremely tight tolerances. Optical components for high-end cameras require tolerances as strict as ±0.01mm—subtractive processes meet these demands.
Additive Manufacturing typically has a larger tolerance range: ±0.05-0.1mm. Layer-by-layer construction and material properties can introduce dimensional variability. However, technology is improving. Some high-end metal AM systems used in medical implants achieve tolerances within ±0.05mm for critical features, meeting strict implant-patient fit requirements.
Surface Finish
Subtractive Manufacturing produces excellent surface finishes: Ra 0.4-1.6μm. Through precision grinding and polishing, surfaces become extremely smooth. Luxury watch components, where aesthetics and functionality matter, achieve Ra values as low as 0.4μm—a mirror-like finish.
Additive Manufacturing typically produces rougher surfaces: Ra 5-20μm. Layer-by-layer deposition leaves visible layer lines. Post-processing like sanding, polishing, and chemical vapor smoothing can improve finish but adds steps and costs. FDM-printed plastic parts clearly show layer lines, requiring post-processing for applications where appearance matters.
Complexity Handling
Additive Manufacturing excels at complex geometries. It creates parts with internal channels, lattice structures, and complex topologies nearly impossible to produce subtractively. Aerospace engine components with internal cooling channels—complex shapes with intersecting paths—are easily created through AM but would require multiple complex machining operations and assembly if made subtractively.
Subtractive Manufacturing suits simple to moderately complex shapes. While it can produce complex parts, the process becomes increasingly challenging and costly as complexity increases. Parts with multiple internal cavities and intricate details may require specialized cutting tools, complex fixturing, and numerous machining operations—increasing time and cost exponentially.
Lead Time (Prototyping)
Additive Manufacturing offers significant advantages for prototyping: 1-3 days. Designers quickly convert digital models to physical prototypes, enabling rapid design iterations. A product design startup developing a new consumer electronic device can have an AM-printed prototype within 24 hours, quickly testing form factor, ergonomics, and basic functionality.
Subtractive Manufacturing typically requires longer lead times: 5-10 days. Programming CNC machines, selecting and installing cutting tools, and setting up workpieces all add time. When prototyping a new engine component in automotive manufacturing, subtractive processes including machining and quality inspection can take up to 10 days for a single prototype.
What Are the Advantages and Limitations of Each?
Additive Manufacturing: Pros
Design Freedom: AM offers unparalleled design freedom. Engineers create complex geometries—internal cavities, lattice structures, overhangs—without additional supports or complex assembly. This allows product performance optimization. Heat exchangers with intricate internal channel designs significantly improve heat transfer efficiency. An MIT study showed AM-designed heat exchangers achieved up to 50% better heat transfer compared to conventionally designed ones.
Rapid Prototyping: AM is extremely fast for prototyping. Rapid turnaround lets companies quickly test and iterate designs, reducing time-to-market. Consumer electronics companies produce prototype casings and components within days, enabling early user feedback and efficient design improvements.
Low Material Waste: With 85-95% material utilization, AM generates minimal waste. This is cost-effective and environmentally friendly. When manufacturing small, complex jewelry pieces, precious metal powders are precisely fused, minimizing loss of expensive materials like gold and platinum.
Additive Manufacturing: Cons
Higher Equipment Costs: Initial AM equipment investment can be substantial. High-end industrial 3D printers—especially those printing metals or multiple materials—cost hundreds of thousands to millions of dollars. A top-tier metal 3D printer from EOS, widely used in aerospace and automotive, costs upwards of $500,000. This high cost can be a significant barrier for small and medium-sized enterprises.
Post-processing Requirements: Many AM-printed parts require post-processing to achieve desired surface finish, mechanical properties, or dimensional accuracy. Processes include sanding, polishing, heat treatment, and infiltration—adding time and cost. A metal part printed using DMLS may need heat treatment to relieve internal stresses, then polishing for smooth finish—adding 1-2 days of processing time.
Lower Surface Finish for Metals: Achieving high-quality surface finish comparable to subtractive manufacturing remains challenging for metal AM. Layer-by-layer deposition can result in rough surfaces with visible layer lines. While post-processing improves finish, reaching subtractive manufacturing smoothness without significant effort is difficult. Optical components would require extensive post-processing and still might not meet strict surface quality requirements.
Subtractive Manufacturing: Pros
High Precision: Subtractive manufacturing is renowned for high precision. CNC machines achieve tight tolerances, suitable for applications where dimensional accuracy is crucial. Semiconductor industry CNC machining produces silicon wafers with extremely precise dimensions—tolerances as tight as ±0.001mm—ensuring proper microchip function.
Excellent Surface Quality: Subtractive manufacturing produces parts with excellent surface finish. This is essential for aesthetics in luxury goods or functional reasons in fluid-handling components. High-end fountain pens use subtractive techniques to create smooth, polished metal bodies, providing luxurious feel and appearance.
Suitability for Hard Materials: Subtractive processes effectively machine hard materials—hardened steel, tungsten carbide, certain ceramics. These materials are difficult to process using AM techniques. Tool-and-die making commonly uses CNC milling and EDM (Electrical Discharge Machining) to create molds and dies with complex shapes and high-precision features.
Subtractive Manufacturing: Cons
Material Inefficiency: With 30-70% material utilization, subtractive manufacturing generates significant waste. This increases raw material costs and has environmental implications. Manufacturing a large-scale aluminum alloy automotive component removes a large portion of the initial aluminum block as chips, resulting in high material waste and increased production costs.
Limited Geometric Complexity: While subtractive manufacturing can produce complex parts, complexity is often limited compared to AM. Parts with intricate internal structures or complex topologies are extremely challenging, time-consuming, and costly. Parts with multiple internal cavities and intersecting channels may require multiple set-ups, specialized cutting tools, and numerous machining operations—increasing time and cost exponentially.
Longer Lead Times: Subtractive manufacturing generally has longer lead times, especially for complex parts. Programming CNC machines, selecting and installing cutting tools, and setting up workpieces all add time. A custom-designed aerospace component may take several weeks for machining, quality inspection, and finishing—much longer than AM for the same component in some cases.
When Should You Choose Each Process?
Choose Additive Manufacturing When:
- You need complex geometries—internal channels, lattice structures, organic shapes
- Customization matters—each part can be different without extra cost
- Low volumes—prototypes, spare parts, small batches
- Material efficiency is critical—expensive materials where waste matters
- Speed to market for new designs—rapid iteration and testing
Choose Subtractive Manufacturing When:
- You need high precision—tight tolerances required
- Excellent surface finish is essential—aesthetic or functional smoothness
- Hard materials must be machined—hardened steels, tungsten carbide
- High volumes of simple parts—economies of scale matter
- Established processes and certification requirements—qualified suppliers, standards
Consider Hybrid Approaches
Many manufacturers combine both methods. Near-net shape printing followed by finish machining offers the best of both worlds: AM creates complex geometry near final shape; subtractive finishing achieves tight tolerances and smooth surfaces on critical features.
Aerospace, medical, and automotive sectors gain significant advantages through hybrid systems, balancing speed, cost, and quality.
Yigu Technology's Perspective
As a non-standard plastic and metal products custom supplier, Yigu Technology works with both additive and subtractive manufacturing daily. We've learned that choosing the right process depends on your specific requirements.
For complex, customized parts in small batches—AM is often ideal. The design freedom and minimal waste outweigh longer per-part times. For parts requiring tight tolerances or superior surface finish—subtractive methods excel. The precision justifies material waste.
Increasingly, we use hybrid approaches. Print near-net shape, then machine critical surfaces. This combines AM's geometric freedom with subtractive precision—delivering parts impossible to make either way alone.
Our team helps clients navigate this choice, considering geometry, quantity, material, tolerance, and budget. There's no universal "best" process—only the right process for your specific project.
Conclusion
Additive and subtractive manufacturing each offer unique strengths. Additive excels at complex geometries, customization, and material efficiency. Subtractive delivers high precision, excellent surface finish, and hard material capability.
Key takeaways:
- AM builds layer by layer; SM removes material
- AM achieves 85-95% material utilization; SM 30-70%
- SM achieves tighter tolerances (±0.01mm vs ±0.05-0.1mm)
- SM produces smoother surfaces (Ra 0.4-1.6μm vs 5-20μm)
- AM handles complex internal features impossible to machine
- AM prototypes faster (1-3 days vs 5-10 days)
- Hybrid approaches combine strengths of both
Understanding these differences helps you choose the right process for your needs—or combine them effectively. Neither replaces the other. Both have essential roles in modern manufacturing.
FAQ
Q1: Which manufacturing process is better for low-volume production?
A: Additive Manufacturing is ideal for low-volume, complex parts due to design flexibility and no tooling costs. Subtractive Manufacturing becomes cost-effective for high-volume production of simple components where per-part costs decrease with volume.
Q2: Will additive manufacturing replace subtractive manufacturing in the future?
A: No. While AM excels at customization and complexity, SM remains essential for high-precision, high-strength parts requiring minimal post-processing and excellent surface finish. They complement rather than replace each other.
Q3: In which industries are hybrid manufacturing systems most beneficial?
A: Aerospace, medical, and automotive sectors gain significant advantages from hybrid systems. Aerospace uses AM for complex near-net shapes then machines critical interfaces. Medical does the same for implants requiring both complex geometry and precise mating surfaces. Automotive combines AM prototypes with production machining.
Q4: How do costs compare between additive and subtractive manufacturing?
A: For low volumes, AM often costs less due to no tooling. For high volumes, subtractive methods become more economical. AM equipment costs are higher initially but eliminate tooling. Material costs favor AM for expensive materials due to less waste.
Q5: Can additive manufacturing achieve the same precision as subtractive?
A: Approaching but not yet matching. AM typically achieves ±0.05-0.1mm versus subtractive's ±0.01-0.05mm. However, for many applications, AM precision is sufficient. When tighter tolerances are needed, hybrid approaches (AM + finish machining) deliver both complexity and precision.
Q6: What about surface finish—can AM match subtractive quality?
A: Not without post-processing. AM produces Ra 5-20μm versus subtractive's 0.4-1.6μm. Post-processing like sanding, polishing, or machining can improve AM surfaces but adds time and cost. For applications where surface finish is critical, subtractive methods or hybrid approaches are preferred.
Q7: Which process is more environmentally sustainable?
A: It depends. AM generates less material waste (85-95% utilization vs 30-70%) but often consumes more energy per part. For complex parts using expensive materials, AM's waste reduction outweighs energy use. For simple parts, subtractive methods may be more energy-efficient. Lifecycle analysis depends on specific applications.
Contact Yigu Technology for Custom Manufacturing
Ready to choose the right manufacturing process for your next project? At Yigu Technology, we combine deep expertise in both additive and subtractive manufacturing. Whether you need complex AM geometries, high-precision CNC machining, or hybrid approaches, our team delivers solutions tailored to your specifications. Contact us today for a consultation—let's find the perfect manufacturing process for your parts.